Note: While the appearance of the natural stone measuring table varies according to the source, the high stability for which this material is known can always be relied upon.
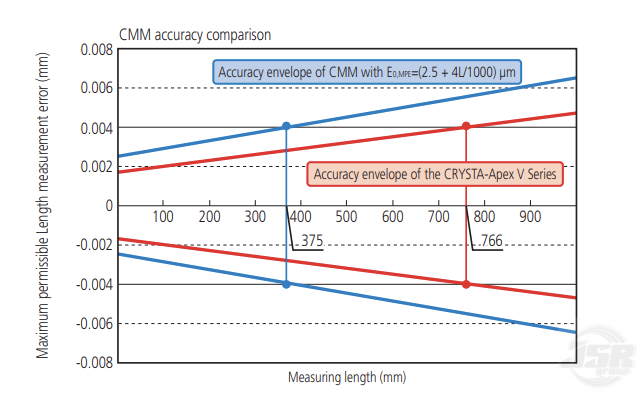
CRYSTA-Apex V Series Accuracy
Series
Probe used
Length measurement error*1 ISO 10360-2: 2009
500/700/900 Series
SP25M
E0, MPE =1.7 + 3L/1000*2
* 1 Specifications vary by configuration, size, and thermal environment.
* 2 L = Measuring length (unit: mm)
DISCRIPTIONS HIGH PRECISION
Absolute quality
Provides a performance specification unmatched by any previous CMM of this class through features that include an advanced real-time thermal compensation system which makes measurement accuracy practically independent of temperature changes in the environment. This is in stark contrast to earlier generation CMMs where accuracy could not be guaranteed unless the machine was installed in the controlled environment of a measuring room held as closely as possible at the standard temperature of 20 ℃.
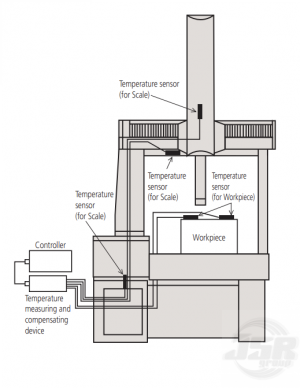
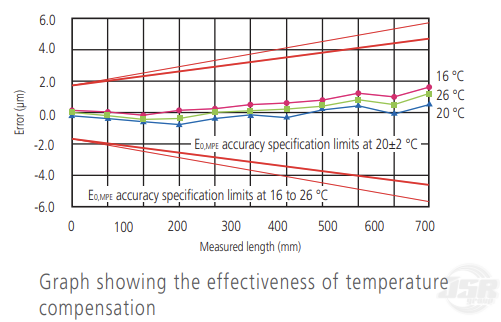
Real-time temperature compensation
Mitutoyo’s thermal compensation system technology enables the
CRYSTA-Apex V Series to maintain specified accuracy over the wide
temperature range of 16-26 °C. The system operates by continuously
tracking the temperature of the workpiece and every scale on the CMM
and using this data to calculate and apply corrections to the
measurement output. Thus the CMM appears to be performing as
if it is always operating at a constant temperature of precisely 20 °C
High accuracy in the 1.7 μm class
Mitutoyo’s thermal compensation system
technology enables theCRYSTA-Apex V Series
to maintain specified accuracy over the wide
temperature range of 16-26 °C. The system
operates by continuouslytracking the
temperatureof the workpiece and every
scale on the CMM and using this data to
calculate and apply corrections to
the measurement output. Thus the CMM
appears to be performing as if it is always
operating at a constant temperature of precisely 20 °C
* Assuming an acceptable working ratio between component
tolerance and accuracy of measurement is 5:1 minimum.
Repeatability
Excellent measurement repeatability is essential
for high accuracy and this is especially true
when using scanning probes to measure
complex 3D surfaces, an application where
dynamic errors can occur if precautions are not
taken. In this scenario the data from the
scanning probe is stabilised by holding the
probe stationary for a short time whenever the
stylus tip contacts the workpiece, thereby
ensuring that inertial causes of dynamic error
are eliminated, making it possible to deliver the
best possible level of repeatability obtainable
from the CRYSTA-Apex V Series machines.
DISCRIPTIONS HIGH SPEED
Dramatically reduces measurement time with high-speed measurements
The V Series enables users to freely set measurement paths along three-dimensional surfaces, enabling complex workpieces to be measured most efficiently. High-speed measurement is unaffected by processing accuracy through real-time correction of path errors caused by differences between workpiece and design values. The V Series, with its high drive speed and acceleration combined with a maximum measuring speed of 8 mm/s, dramatically reduces total measuring time.
Speed and acceleration to reduce measurement time
The CRYSTA-Apex V Series offers a maximum drive
speed of 519 mm/s and a maximum acceleration of
2,309 mm/s2. Compared with conventional CNC CMMs
(typically around 430 mm/s and 1,650 mm/s2), this
amounts to about 100 mm more traverse distance
one second after starting movement. This faster
movement capability, combined with a maximum
measuring speed (the speed with which the stylus
traces over the workpiece) of 8 mm/s, much faster
than conventional CNC CMMs (typically around
5 mm/s), cuts total measuring time significantly.
The more the number of measurement locations,
the greater this margin grows, which in turn
results in significant cost savings.
High-speed optimum path scanning
The V Series is equipped with a measurement
feature that allows users to specify scanning
measurement paths (design values). This feature
allows for high speed, high-accuracy scanning by
correcting dynamic errors that would otherwise be
produced by acceleration and deceleration
stresses. Measurement paths can be freely
specified for three-dimensional forms as well,
which enables intricate workpieces to be measured
by tracking precisely along their curved surfaces
and contours.
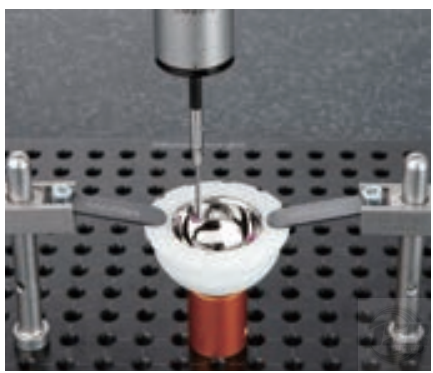
Active scanning feature
Enables high-speed measurement by
accommodating discrepancies between design
values and the actual workpiece. The 3D optimal
path scanning advantages are retained whilst
allowing for manufacturing or alignment
deviations. The complexity of some workpieces.
(e.g. turbine blades, fan blades and impellers)
makes measurement difficult as their
manufacturing variation fluctuates more than most
machined parts. The V Series can tolerate these
differences and still perform accurate
measurement.
DISCRIPTIONS DIVERSITY
Efficient, high-accuracy measurement of practically any part shape
The CRYSTA-Apex V Series is suitable for a wide range of applications using touch-trigger, scanning and non-contact probes in fully automatic part-program measurement cycles.
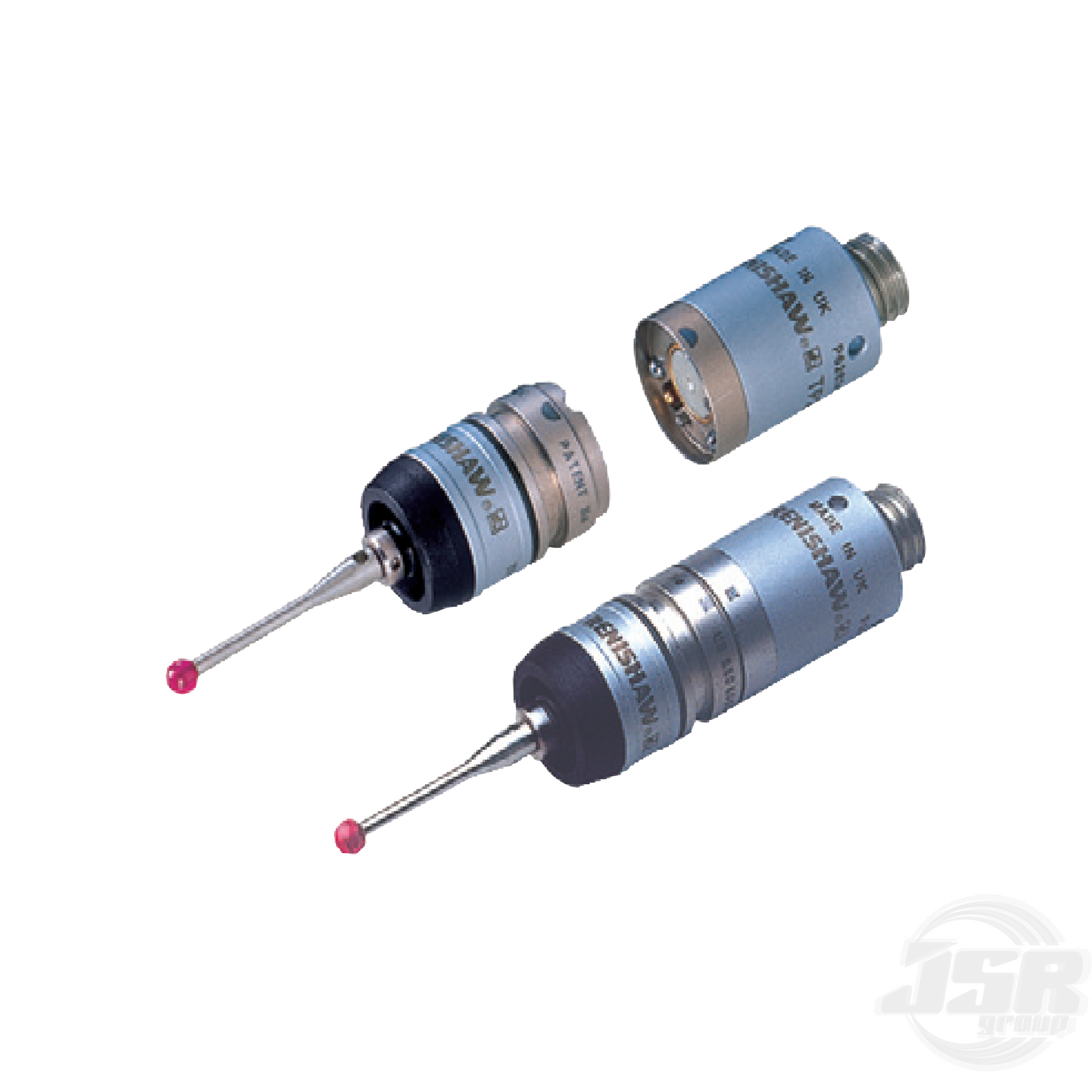
Probes for Coordinate Measuring Machines
5-axis Control touch-trigger probe system PH20
The PH20 head can position a touch-trigger probe
at any angle, allowing unique “head touch”
probing. This system has the advantage of
measuring tilted surfaces and small, deep holes.
There is no fear of interference from the stylus
shank during measurement of a deep hole.
5-axis operation reduces the time required for
probe rotational movements and supports “head
touch” operation for quick point measurement.
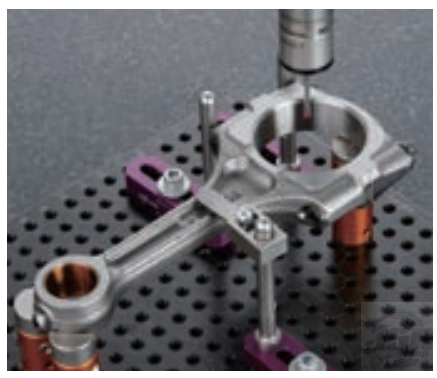
Compact high-accuracy scanning probe SP25M
The SP25M is a compact, high-accuracy scanning
probe with a 25-mm outside diameter. It is a
multi-function CNC CMM probe that can collect
data not only from scanning measurements, where
the probe moves while in contact with the
workpiece to collect a point-cloud of coordinate
values, but from high-accuracy single-point
measurements as well.
Non-contact laser probe SurfaceMeasure
SurfaceMeasure is a non-contact probe that
collects coordinate values of the surface of a
workpiece by using laser light. It can quickly obtain
a point-cloud of 3D surface data.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.