- Sort by Default Order
- Display 12 Products per page
-
ASPV mini | POLISH MILL V TYPE | MOLDINO

POLISH MILL V TYPE ASPV mini
Brand: MOLDINO
We’ve added high-precision finishing tools to our small-diameter multi-flute cutting tool series.
The free-cutting edge shape solves issues related to vertical wall cutting.ISUUE 01 : Inability to achieve desired dimensional accuracy with deflected walls.
Reworking consumes much time.Proposed solutions
● Insert shapes with enhanced free-cutting capabilities enable to precisely finish deep vertical walls with extended overhangs.
● ASPVmini decreases wall deflection, reducing the time spent on reworking, additional work and modification issues during the finishing process.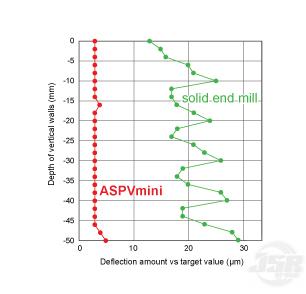
Cutting condition
Work material : S50C (220HB)
Machine : Vertical type (BT40)
Solid end mill
Tool dia.:φ20mm
Revolution:1,432min-1
Feed rate: 572mm/min
Depth of cut:ap=8.0mm
Cutting width:ae=0.2mm
Overhang:OH=100mm(L/D=5)ASPVmini
Tool dia.:φ20mm
Revolution:4,775min-1
Feed rate: 2,387mm/min
Depth of cut:ap=1.0mm
Cutting width:ae=0.2mm
Overhang:OH=100mm(L/D=5)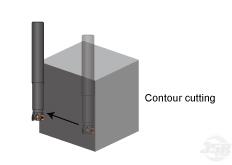
Point ! > Ground chipbreaker
The ground chipbreaker
suppresses cutting forces.

Work material:S50C(220HB)
Cutter:Diameter φ20
Cutting speed:Vc = 300m/min
Feed rate: fz=0.1mm/t
Axial depth of cut (ap)=1.0mm
Radial depth of cut (ae)=0.2mm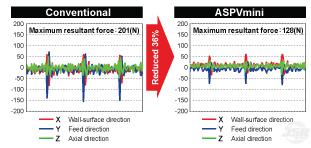
ISUUE 02 : Requires high verticality, even at deep points where the L/D※ is eight or greater.
※L/D:Ratio of tool diameter (D) and tool overhang (L)
Proposed solutions
● Vertical cutting improves vertical wall accuracy, even when it’s difficult to cut the wall at constant depth due to extremely long overhangs.
Depth constant cutting
Tool dia.:φ11mm
Revolution:2,893min-1
Feed rate: 463mm/min
Depth of cut:ap=0.5mm
Cutting width:ae=0.1mm
Overhang:OH=90mm(L/D=8.2)
Air-blow

Vertical cutting
Tool dia.:φ11mm
Revolution:2,893min-1
Feed rate: 463mm/min
Pick feed:pf=0.2mm
Cutting width:ae=0.1mm
Overhang:OH=90mm(L/D=8.2)
Air-blow

ISUUE 03 : The tool wears due to prolonged finishing, resulting in unstable surface grade or problems with dimensional accuracy.
Proposed solutions
The ASPVmini inserts use the new grade “TH308” which offers excellent abrasion resistance to maintain high surface grade and accuracy.
Machine:Vertical 3-axis M/C (HSK63)
Work material:Equivalent to SKD61 (45HRC)
Tool: Body ASPVM1012R-3-M6
Insert MPHT040205ZEL-0.5
Cutting speed:Vc = 250m/min
Feed rate: fz=0.1mm/t
Axial depth of cut (ap)=1.0mm
Radial depth of cut (ae)=0.1mm
Air-blow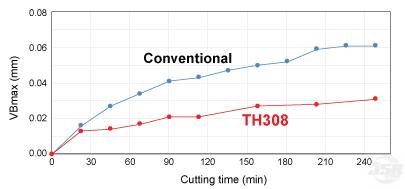
** หากต้องการใบเสนอราคา กรุณาระบุ เลข order no. ของขนาดที่ต้องการให้ชัดเจน **
-
ASRT TYPE | RADIUS MILL 3CORNER | MOLDINO
RADIUS MILL 3 CORNER ASRT TYPE MOLDINO
AJ Coating series
• Features of AJ Coating series
・Employs an AlTi layer with a new composition created by increasing the Al content of conventional layers.
・Excellent wear resistance, chipping resistance, and heat resistance!• New technology!!
・The new layer with high Al content employs a new composition and optimizes the crystal structure to improve wear resistance and chipping resistance!
・Employs a low-friction-effect coating with excellent welding resistance as the top-most surface layer. This reduces welding to the work and decreases cutting force! -
TD4N type | RADIUS MILL | MOLDINO
Radius Mill TD4N type
Lineup expanded with insert for high-hardness materials
Technology
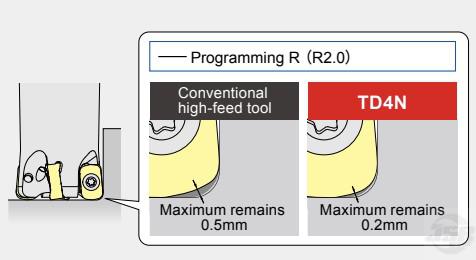
Features 1 Reduces uncut remnants on work pieces
The cutting edge shape was reviewed for TD4N so that uncut remnants are reduced.
This enables the load on the next process to be reduced by up to 40%compared to
conventional products.● Since it is difficult to create tool shape definitions in CAM for the complicated cutting edge shapes of high-feed tools, in many cases the tools are used with the definition for a simple R radius tool. The differences between this definition and the actual tool shape result in uncut remnants that cannot be checked on CAM and become more work for the next process.
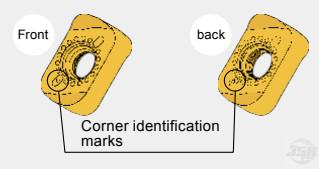
Features 2 Economical 4-corner inserts with chip breakers for various applications
●By making it possible to use both the front and back sides of inserts, 4 corners can be used. The inserts are provided with a large rake angle which exhibits an excellent cutting force reduction effect even when compared to general positive-shape inserts.
⦿Features of insert breaker
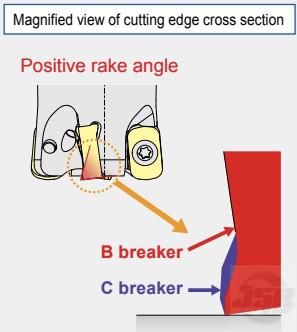
C breaker
Corresponds to our general high-feed-type inserts (EDNW, EPNW,
WDNW, SDNW), and is resistant to chip jamming, vibrations, and crater wear.
B breaker
Enables reduced cutting force when cutting work materials such as
stainless steels, etc. that require free-cutting performance.⦿Features of insert for high-hardness materials
High-precision G-class insert suppresses dispersion in tool life.
Employs JP4105, a grade for high-hardness materials which provides long
service life for machining 50HRC or harder matrials.
Features 3 Large tip diameter for excellent handling
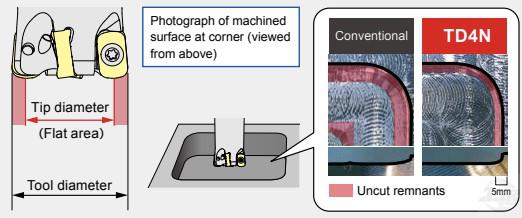
●Compared to conventional high-feed tools, TD4N has a
large tip diameter, which suppresses the generation of
uncut remnants which easily occur on the bottom surface
of machined areas. In addition, since the cutting width
(ae) can be set to a large value, this is also effective for
improving machining efficiency.Features 4 Excellent chip discharge characteristics
●Reduces the occurrence of sudden problems due to jamming of cutting chips. In addition, good chip removal makes it possible to further improve cutting performance.

***หากต้องการขอราคาสินค้า กรุณาระบุขนาดของสินค้าที่ต้องการ เพื่อความรวดเร็วในการตอบกลับ***
-
TR4F | RADIUS MILL | MOLDINO
Radius Mill TR4F type
The new Type 15 insert added to our popular TR4F range
The definitive type for rough machining even with large molds- POINT 1 Even with interrupted cutting … High chipping resistance
- POINT 2 Even with wall face processing … Prevents scraping
- POINT 3 Even within chips … Minimized biting risk
Feature & Applications
Issue 1 Although high-feed cutting is performed for shaping, resulting severe chip clogging and biting may reduce shaping efficiency
Proposed solutions
● Adopts new body shape to enhance chip removal. Suppresses chip clogging, even when cutting long overhangs.

Point > Cutting edge designed to control chip flow
●Optimizes cutting edge design to achieve smooth chip removal flow; keeps chips away from wall surfaces.
Suppresses clogging from the time chip generation starts.

Issue 2 New equipment installed to improve the efficiency of the roughing process.
The goal is to reduce machining times with high-feed cutting. But higher feed rates reduce tool life and keep the machine from delivering its full potential.Proposed solutions
●Developed a unique insert shape. Performs stable machining despite large cutting load generated during high-feed cutting with large cross-sectional and constraint areas.
●Adopts unique unequal pitch method to reduce chattering during cutting.
Point > Meets the requirements of various applications and steel types.
●The unique cross-sectional shape and cutting edge design of a single insert meets the needs of a wide range of cutting modes.
●Diverse lineup of insert grades to meet the demands posed by a wide range of work materials
***หากต้องการขอราคาสินค้า กรุณาระบุขนาดของสินค้าที่ต้องการ เพื่อความรวดเร็วในการตอบกลับ***
-
END MILLS – TAPER BALL END MILL FOR HIGH ACCURACY RIB SLOTTING EB4HR-(TH)-ATH MOLDINO
EB4HR-ATH
TAPER BALL END MILL FOR HIGH ACCURACY RIB SLOTTING
New rib slotting method by contouring with taper end mill.
Reduce the polishing time with direct milling.** หากต้องการใบเสนอราคา กรุณาระบุขนาดที่ต้องการให้ชัดเจน **
-
ARPF type | RADIUS PRECISION ARPF – END MILL | MOLDINO
Radius End Mill for High-Precision Finishing.
Introducing 7 Modular Mill Type with Air hole items! -
END MILLS – EPOCH HIGH HARD BALL EHHBE-TH3 MOLDINO
4 flutes high efficiency ball end mill
EHHBE-TH3
Evolved by addopting a TH3 coating on 4-flute ball end mill for high hardened steel processing.
On high-hardened steel processing, to achieve even longer tool life.** กรณีต้องการใบเสนอราคา กรุณาระบุขนาดที่ต้องการให้ชัดเจน **
-
EPDREH-TH3 | Deep Radius End Mill for Hardened Steel | MOLDINO
EPDREH-TH3
Lineup ranges from φ0.2 to φ1 for 2-flute version
and φ1 to φ6 for 4-flute version -
EHHRE-TH3 | HIGH FEED RADIUS END MILL FOR HARDENED STEEL | MOLDINO
EHHRE-TH3
Epoch High Hard Radius
Adopt the design of indexable high-feed cutter to solid end mill. High feed cutting for high hardness steel possible
Lineup of Φ 1 ~ Φ 12
The multi flute end mill enables high efficiency machining even in small precision molds
-
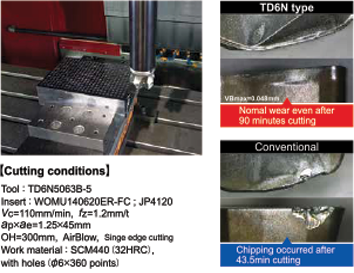
TD6N TYPE | RADIUS MILL | MOLDINO
Radius Mill TD6N type
- Unique R-shaped cutting edge has evolved to realize further high- efficiency machining.
- Resolves issues in various applications.
Feature & Applications
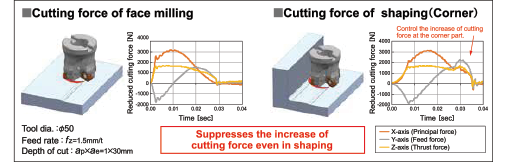
Issue 1 In high-feed cutting, sudden tool breakage occurs due to the shape and machining section of work-piece. If the cutting condition is lowered, machining time should be longer.
Proposed solutions
● The unique R-shaped cutting edge enables milling with a constant cutting thickness regardless of the machining section, such as face milling and die-sinking. Therefore, it can work under constant machining conditions in various shapes and sections.
■ R-shaped cutting edge
Issue 2 Machining of the cast surface with uneven machining allowance should be interrupted cutting, so it is apt to cause tool breakage.
Proposed solutions
● The high strength insert design and high toughness material control sudden tool breakage due to interrupted cutting etc
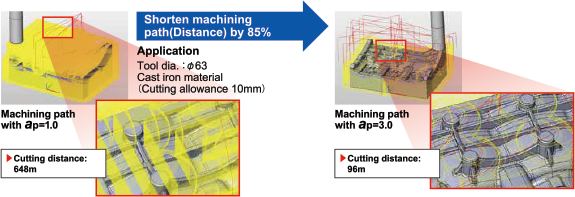
Issue 3 In case machine is old, the feed rate is low and could not machine efficiently.
Proposed solutions
● For machines with limited feed-rate, the machining path and time could be shortened by using high depth type insert.
** หากต้องการใบเสนอราคา กรุณาระบุ เลข order no. ของขนาดที่ต้องการให้ชัดเจน **