DEB-C | C Coating Carbide End Mills "RIB-CUT Ball" | MOLDINO

ราคาต่ำสุด
THB 0.00
พร้อมส่ง
SKU
MOL-DEB-C

DEB-C
|
商品コード Item code |
在庫 Stock |
寸法 Size (mm) |
||||||
|
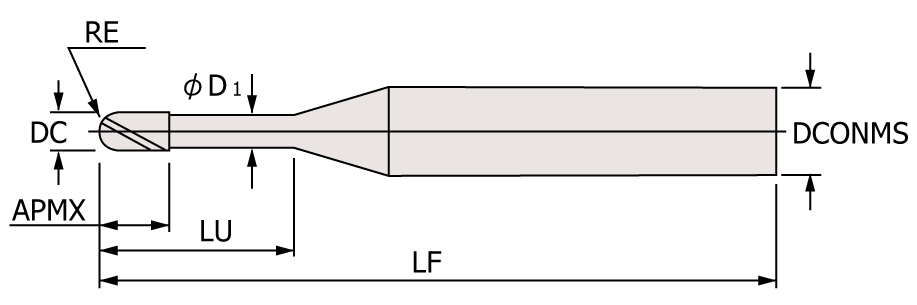
ボール半 R Ball radius. |
外径 Tool dia |
刃長 Flute length |
首径 Neck dia. |
首下長 Under neck length |
全長 Overall length |
シャンク径 Shank dia. |
||
| RE | DC | APMX | DN | LU | LF | DCONMS | ||
| DEB2006-6-C | □ | 0.3 | 0.6 | 1.2 | 0.58 | 6 | 55 | 4 |
| DEB2008-6-C | □ | 0.4 | 0.8 | 1.2 | 0.77 | 6 | 55 | 4 |
| DEB2008-8-C | □ | 0.4 | 0.8 | 1.2 | 0.77 | 8 | 55 | 4 |
| DEB2010-8-C | □ | 0.5 | 1 | 1.5 | 0.95 | 8 | 55 | 4 |
| DEB2010-12-C | □ | 0.5 | 1 | 1.5 | 0.95 | 12 | 55 | 4 |
| DEB2012-8-C | □ | 0.6 | 1.2 | 1.6 | 1.15 | 8 | 55 | 4 |
| DEB2012-12-C | □ | 0.6 | 1.2 | 1.6 | 1.15 | 12 | 55 | 4 |
| DEB2014-12-C | □ | 0.7 | 1.4 | 1.6 | 1.34 | 12 | 55 | 4 |
| DEB2015-8-C | □ | 0.75 | 1.5 | 1.8 | 1.44 | 8 | 55 | 4 |
| DEB2015-12-C | □ | 0.75 | 1.5 | 1.8 | 1.44 | 12 | 55 | 4 |
| DEB2015-16-C | □ | 0.75 | 1.5 | 1.8 | 1.44 | 16 | 55 | 4 |
| DEB2016-16-C | □ | 0.8 | 1.6 | 1.8 | 1.54 | 16 | 55 | 4 |
| DEB2018-16-C | □ | 0.9 | 1.8 | 2 | 1.73 | 16 | 55 | 4 |
| DEB2020-8-C | □ | 1 | 2 | 2 | 1.92 | 8 | 55 | 4 |
| DEB2020-12-C | □ | 1 | 2 | 2 | 1.92 | 12 | 55 | 4 |
| DEB2020-16-C | □ | 1 | 2 | 2 | 1.92 | 16 | 55 | 4 |
| DEB2020-20-C | □ | 1 | 2 | 2 | 1.92 | 20 | 55 | 4 |
□ 印:特定代理店在庫です。弊社営業へお問合せください。
□ :Stocked by specified distributor. Contact with our sales department.
| แบรนด์สินค้า | MOLDINO |
|---|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
○ 標準切削条件表 Recommended cutting conditions
DEB-C リブカットボール Rib Cut Ball
|
切削条件 Cutting conditions |
切込み (ap) Depth of cut mm/pass |
切削速度(vc)30〜50m/min | 送り速度 (vf) ㎜ /min |
| ボール半径RE×外径DC (mm) | 回転数(n) min-1 | ||
| RE0.3 × 0.6 | 0.01 ~ 0.02 | 16,000 ~ 26,000 | 150 ~ 300 |
| RE0.4 × 0.8 | 0.03 ~ 0.05 | 12,000 ~ 20,000 | 150 ~ 300 |
| RE0.5 × 1.0 | 0.05 ~ 0.08 | 9,500 ~ 16,000 | 150 ~ 300 |
| RE0.6 × 1.2 | 0.06 ~ 0.10 | 8,000 ~ 13,000 | 150 ~ 300 |
| RE0.7 × 1.4 | 0.07 ~ 0.12 | 7,000 ~ 11,000 | 150 ~ 300 |
| RE0.75 × 1.5 | 0.08 ~ 0.12 | 6,500 ~ 10,000 | 150 ~ 300 |
| RE0.8 × 1.6 | 0.10 ~ 0.15 | 6,000 ~ 10,000 | 150 ~ 300 |
| RE0.9 × 1.8 | 0.15 ~ 0.20 | 5,000 ~ 9,000 | 150 ~ 300 |
| RE1.0 × 2.0 | 0.15 ~ 0.30 | 5,000 ~ 8,000 | 150 ~ 300 |
【注意】
①被削材、加工形状に合わせて、適切なクーラントを使用してください。
②この標準切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
【Note】
① Use the appropriate coolant for the work material and machining shape.
② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type.
○ 対応被削材 Applicable work material
|
炭素鋼 合金鋼 Carbon steel Alloy steel |
プリハードン鋼 Pre-hardened steel ≦ 45HRC |
高硬度 Hardened steel |
ステンレス鋼 Stainless steel |
チタン合金 耐熱合金 Titanium alloy Heat-resistant alloy |
銅合金 Copper alloy |
アルミ合金 Aluminum alloy |
||
|
>45HRC ≦ 55HRC |
> 55HRC ≦ 65HRC |
> 65HRC | ||||||
| ◎ | ◎ | ○ | ○ | ○ | ○ | ○ | ○ | |
เขียนรีวิวสินค้าของคุณเอง