GSL | Carbide End Mills for Graphite | MOLDINO

ราคาต่ำสุด
THB 0.00
พร้อมส่ง
SKU
MOL-GSL

GSL
|
商品コード Item code |
在庫 Stock |
寸法 Size (mm) |
No. of flutes |
|||
|
外径 Tool dia. |
刃長 Flute length |
全長 Overall length |
シャンク径 Shank dia. |
|||
| GSL2020 | ☐ | 2 | 20 | 100 | 6 | 2 |
| GSL2030 | ☐ | 3 | 30 | 100 | 6 | 2 |
| GSL2040 | ☐ | 4 | 60 | 110 | 6 | 2 |
| GSL2050 | ☐ | 5 | 70 | 125 | 6 | 2 |
| GSL2060 | ☐ | 6 | 80 | 130 | 6 | 2 |
| GSL2070 | ☐ | 7 | 90 | 140 | 6 | 2 |
| GSL2080 | ☐ | 8 | 100 | 150 | 8 | 2 |
| GSL2090 | ☐ | 9 | 110 | 160 | 8 | 2 |
| GSL2100 | ☐ | 10 | 120 | 170 | 10 | 2 |
| GSL2110 | ☐ | 11 | 120 | 170 | 10 | 2 |
| GSL2120 | ☐ | 12 | 130 | 190 | 12 | 2 |
| GSL2130 | ☐ | 13 | 130 | 190 | 12 | 2 |
| GSL4140 | ☐ | 14 | 140 | 210 | 12 | 4 |
| GSL4150 | ☐ | 15 | 140 | 210 | 12 | 4 |
| GSL4160 | ☐ | 16 | 150 | 230 | 16 | 4 |
| GSL4170 | ☐ | 17 | 150 | 230 | 16 | 4 |
| GSL4180 | ☐ | 18 | 160 | 250 | 16 | 4 |
| GSL4200 | ☐ | 20 | 180 | 250 | 20 | 4 |
| แบรนด์สินค้า | MOLDINO |
|---|
レギュラー刃長 Long
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
汎用機用 エアホールなし For General without air-hole |
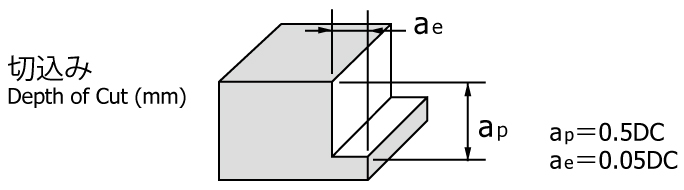
○ 標準切削条件表 Recommended cutting conditions
|
被削材 Work material |
グラファイト Graphite |
鋳 鉄 Cast irons FC, FCD |
非鉄金属、アルミ、銅合金 Non-ferrous-metals, Aluminium, Cu-alloys |
|||
| 硬度 Hardness | 150~200HB | |||||
|
切削条件 Conditions 外径Dc tool dia. (mm) |
切削速度 Cutting speed vc=200~250m/min | 切削速度 Cutting speed vc=50~100m/min | 切削速度 Cutting speed vc=150~100m/min | |||
| 回転数 Revolution min-1 | 送り速度 Table Speed mm/min | 回転数 Revolution min-1 | 送り速度 Table Speed mm/min | 回転数 Revolution min-1 | 送り速度 Table Speed mm/min | |
| 2 | 36,000 | 1,000~1,200 | 11,000 | 300~350 | 25,000 | 600~700 |
| 4 | 18,000 | 1,200~1,500 | 5,600 | 350~450 | 12,000 | 700~900 |
| 6 | 12,000 | 1,400~1,800 | 3,700 | 400~500 | 8,500 | 800~1,000 |
| 8 | 9,000 | 2,000~2,500 | 2,800 | 600~700 | 6,400 | 1,200~1,400 |
| 10 | 7,200 | 2,500~3,000 | 2,200 | 700~800 | 5,100 | 1,400~1,600 |
| 12 | 6,000 | 2,500~3,000 | 1,800 | 700~800 | 4,200 | 1,400~1,600 |
| 15 | 4,800 | 2,000~2,500 | 1,500 | 600~700 | 3,400 | 1,200~1,400 |
| 16 | 4,500 | 2,000~2,500 | 1,400 | 600~700 | 3,200 | 1,200~1,400 |
| 18 | 4,000 | 1,600~2,000 | 1,200 | 500~600 | 2,800 | 1,000~1,200 |
| 20 | 3,600 | 1,400~1,700 | 1,100 | 400~500 | 2,500 | 800~1,000 |
【注意】
① 上記に切削条件を示しますが、被削材の硬さ、 切込み、 ツーリング、 機械の状態に より条件を増減してください。
② 汎用機、NCフライス盤で加工される場合は、 切りくずの飛散防止のため、吸引機の ご使用、または湿式切削を推奨します。乾式と湿式の寿命差はありません。
③ 回転数が不足する場合は、増速スピンドルのご使用を推奨します。
【Note】
① Standard cutting conditions are described above, but allowance should be made for these conditions according to hardness of work materials, deph of cut, tooling, and conditions of machines.
② When machining with a general purpose machine or an NC milling machine, it is recommended to use an aspirator or to perform wet cutting in order to prevent chips from scattering. There is no difference in life of end mills between dry cutting and wet cutting.
③ In the case of insufficient revolution speed, it is recommended to use a high speed milling attachment.
○ GSR、GSL、GXR の対応被削材
Applicable work material of GSR, GSL, GXR
|
炭素鋼合金鋼 Carbon steel Alloy steel |
プリハードン鋼 Pre-hardened steel ≦ 45HRC |
高硬度 Hardened steel |
ステンレス鋼 Stainless steel |
チタン合金耐熱合金 Titanium alloy Heat-resistant alloy |
銅合金 Copper alloy |
アルミ合金 Aluminum alloy |
||
|
> 45HRC ≦ 55HRC |
> 55HRC ≦ 65HRC |
> 65HRC | ||||||
| グラファイト用 for Graphite | ||||||||
เขียนรีวิวสินค้าของคุณเอง