

HTE4-C
|
商品コード Item code |
在庫 Stock |
寸法 Size (mm) |
|||||
|
外径 Tool dia. |
刃部テーパ半角 Taperangle on side |
刃長 Flute length |
大端径 Large side dia. |
全長 Overall length |
シャンク径 Shank dia. |
||
| HTE4030-05-C | ☐ | 3 | 30′ | 13 | 3.23 | 60 | 6 |
| HTE4030-10-C | ☐ | 3 | 1° | 13 | 3.45 | 60 | 6 |
| HTE4030-15-C | ☐ | 3 | 1°30′ | 13 | 3.68 | 60 | 6 |
| HTE4030-20-C | ☐ | 3 | 2° | 18 | 4.26 | 60 | 6 |
| HTE4030-30-C | ☐ | 3 | 3° | 18 | 4.89 | 60 | 6 |
| HTE4030-50-C | ☐ | 3 | 5° | 17.1 | 6 | 60 | 6 |
| HTE4040-05-C | ☐ | 4 | 30′ | 16 | 4.28 | 60 | 6 |
| HTE4040-10-C | ☐ | 4 | 1° | 16 | 4.56 | 60 | 6 |
| HTE4040-15-C | ☐ | 4 | 1°30′ | 16 | 4.84 | 60 | 6 |
| HTE4040-20-C | ☐ | 4 | 2° | 21 | 5.47 | 60 | 6 |
| HTE4040-30-C | ☐ | 4 | 3° | 21 | 6.2 | 70 | 6 |
| HTE4040-50-C | ☐ | 4 | 5° | 21 | 7.67 | 70 | 6 |
| HTE4050-05-C | ☐ | 5 | 30′ | 19 | 5.33 | 70 | 6 |
| HTE4050-10-C | ☐ | 5 | 1° | 19 | 5.66 | 70 | 6 |
| HTE4050-15-C | ☐ | 5 | 1°30′ | 19.1 | 6 | 70 | 6 |
| HTE4050-20-C | ☐ | 5 | 2° | 25 | 6.75 | 70 | 6 |
| HTE4050-30-C | ☐ | 5 | 3° | 25 | 7.62 | 70 | 6 |
| HTE4050-50-C | ☐ | 5 | 5° | 25 | 9.37 | 75 | 8 |
| HTE4060-05-C | ☐ | 6 | 30′ | 19 | 6.33 | 70 | 6 |
| HTE4060-10-C | ☐ | 6 | 1° | 19 | 6.66 | 70 | 6 |
| HTE4060-15-C | ☐ | 6 | 1°30′ | 19 | 6.99 | 70 | 6 |
| HTE4060-20-C | ☐ | 6 | 2° | 25 | 7.75 | 70 | 6 |
| HTE4060-30-C | ☐ | 6 | 3° | 25 | 8.62 | 75 | 8 |
| HTE4060-50-C | ☐ | 6 | 5° | 25 | 10.37 | 90 | 10 |
| HTE4080-05-C | ☐ | 8 | 30′ | 22 | 8.38 | 75 | 8 |
| HTE4080-10-C | ☐ | 8 | 1° | 22 | 8.77 | 75 | 8 |
| HTE4080-15-C | ☐ | 8 | 1°30′ | 22 | 9.15 | 75 | 8 |
| HTE4080-20-C | ☐ | 8 | 2° | 30 | 10.1 | 90 | 10 |
| HTE4080-30-C | ☐ | 8 | 3° | 30 | 11.14 | 90 | 10 |
| HTE4080-50-C | ☐ | 8 | 5° | 30 | 13.25 | 90 | 12 |
| HTE4100-05-C | ☐ | 10 | 30′ | 22 | 10.38 | 90 | 10 |
| HTE4100-10-C | ☐ | 10 | 1° | 22 | 10.77 | 90 | 10 |
| HTE4100-15-C | ☐ | 10 | 1°30′ | 22 | 11.15 | 90 | 10 |
| HTE4100-20-C | ☐ | 10 | 2° | 30 | 12.1 | 90 | 10 |
| HTE4100-30-C | ☐ | 10 | 3° | 30 | 13.14 | 90 | 12 |
| HTE4100-50-C | ☐ | 10 | 5° | 30 | 15.25 | 90 | 12 |
| แบรนด์สินค้า | MOLDINO |
|---|
4枚刃 4 Flutes
![]()
![]()
![]()
![]()
![]()
![]()
○ HTE2-C、HTE4-Cの対応被削材
Applicable work material of HTE2-C, HTE4-C
|
炭素鋼 合金鋼 Carbon steel Alloy steel |
プリハードン鋼 Pre-hardened steel ≦ 45HRC |
高硬度 Hardened steel |
ステンレス鋼 Stainless steel |
チタン合金 耐熱合金 Titanium alloy Heat-resistant alloy |
銅合金 Copper alloy |
アルミ合金 Aluminum alloy |
||
|
>45HRC ≦ 55HRC |
> 55HRC ≦ 65HRC |
> 65HRC | ||||||
| ◎ | ◎ | ○ | ○ | ○ | ○ | ○ | ○ | |
○ 標準切削条件表 Recommended cutting conditions
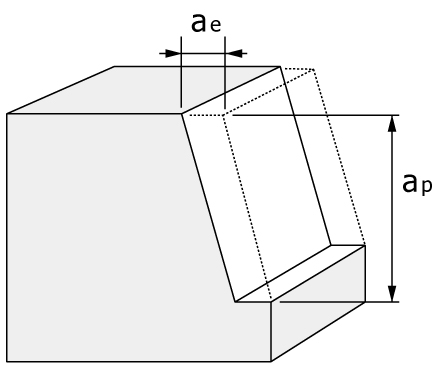
<側面切削> Side milling
|
被削材 Work material |
炭素鋼・合金鋼 Carbon steels, Alloy steels(~30HRC) |
工具鋼・プリハードン鋼 Tool steels, Pre-hardened steels |
プリハードン鋼・焼入れ鋼 Pre-hardened steels, Hardened steels (40~50HRC) |
|||
|
切込み Depth of cut (mm) |
ap= 2.5DC以下 or less ae= 0.05DC以下 or less |
ap= 2.5DC以下 or less ae= 0.05DC以下 or less |
ap= 2.5DC以下 or less ae= 0.05DC以下 or less |
|||
| 外径 DC Tool dia.(mm) | 回転数 n (min-1) | 送り速度 vf(mm/min) | 回転数 n (min-1) | 送り速度 vf(mm/min) | 回転数 n (min-1) | 送り速度 vf(mm/min) |
| φ1 | 13,000 | 65 | 9,500 | 50 | 6,400 | 30 |
| φ2 | 6,400 | 65 | 4,800 | 50 | 3,200 | 30 |
| φ3 | 4,200 | 65 | 3,200 | 50 | 2,100 | 30 |
| φ4 | 3,200 | 65 | 2,400 | 50 | 1,600 | 30 |
| φ5 | 2,500 | 75 | 1,900 | 55 | 1,300 | 35 |
| φ6 | 2,100 | 80 | 1,600 | 60 | 1,100 | 40 |
| φ8 | 1,600 | 80 | 1,200 | 60 | 800 | 35 |
| φ10 | 1,300 | 75 | 950 | 55 | 640 | 30 |
【注意】
① 上表は2枚刃、 側面仕上げ切削時の条件表です。4枚刃の 場合は、 送り速度を 2 倍にしてください。
② 被削材、加工形状に合わせて、 適切なクーラントを使用し てください。
③ 機械剛性等により、びびり等が発生する場合は、回転数と送り速度を同じ比率で下げてください。
【Note】
① The above table shows the cutting conditions for side finish milling using 2 flutes. For 4 flutes, the feed rate should be doubled.
② Use the appropriate coolant for the work material and machining shape.
③ Depending on the machine rigidity, etc., if chattering occurs, reduce both the rotation speed and feed rate by the same ratio.
เขียนรีวิวสินค้าของคุณเอง