INSERT for TD6N | INSERT | MOLDINO

ราคาต่ำสุด
THB 0.00
พร้อมส่ง
SKU
INSERT for TD6N
QTY:
0

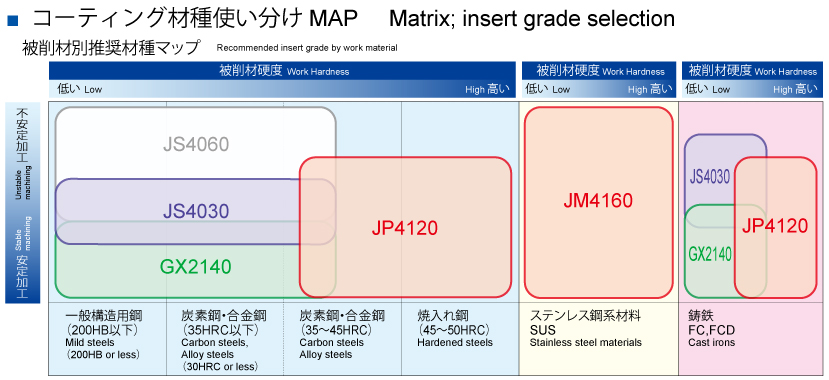
■ インサート Inserts

| P | 鋼 Carbon steels | プリハードン鋼 Pre-hardened steels |
炭素鋼・合金鋼・一般構造用鋼 Carbon steels・Alloy steels・Mild steels |
■ :安定切削・第一推奨 Stable cutting・First Recommended □ :安定切削・第二推奨 Stable cutting・Second Recommended Unstable cutting・First Recommended Unstable cutting・Second Recommended |
||||||
| ■ | ■ | ■ | ■ | |||||||
| M | SUS 等 SUS, etc. | ■ | ||||||||
| K | FC・FCD Cast irons | ■ | □ | |||||||
| 商品コード Item code |
精度 Tolerance class |
AJ コーティング AJ-Coating |
JS コーティング JS-Coating |
GX コーティング GX-Coating |
寸 法 Size (mm) | 形状 Shape |
||||
|---|---|---|---|---|---|---|---|---|---|---|
| JP4120 | JM4160 | JS4030 | JS4060 | GX2140 | IC | T | ||||
| WOMU140620ER-FC | M 級 M |
● | ● | ● | ● | ● | 14 | -FC/-FB 6.36 -HC 6.21 |
Fig.1 | |
| WOMU140620ER-FB | ●※1 | ● | ● | ● | ● | Fig.2 | ||||
| WOMU140630ER-HC | ● | ● | ● | ● | ● | Fig.3 | ||||
※1:析出硬化系ステンレス鋼の加工にもご使用頂けます。 ※1:Can be used to process the precipitation hardend stainless steel. 析出硬化系 =precipitation hardend
【注意】GX コーティング、JS コーティングは通電式タッチセンサーに反応しませんので、ご注意ください。
【Note】Please note that the GX Coating and JS Coating do not cause a reaction in conductive touch sensors.
● 印:標準在庫品です。 ●:Stocked items.
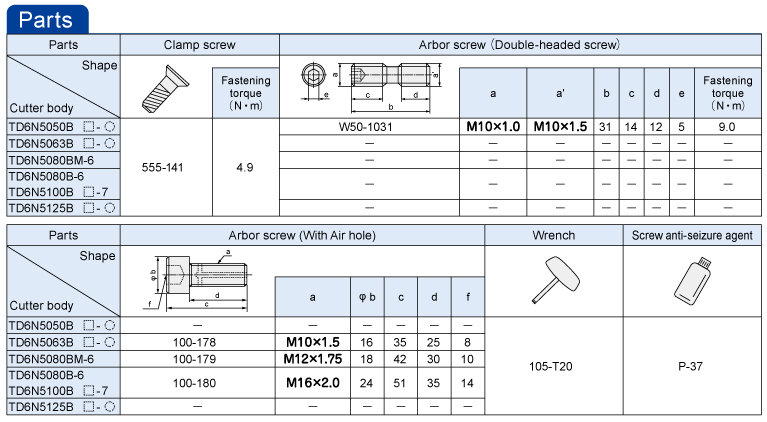
【注意】 クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換をお願い致します。
【Note】 The clamp screw is a consumable part. Since replacement life depends on the use environment, it is recommended that it be replaced at an early stage.
■ For high depth type insert (-HC) ※3 ※4 Red indicates primary recommended insert grade.
| Work material | Recommended inserts grade |
Tool dia. DCX | φ 50 | φ 63 | φ 80 | φ 100 | φ 125 | ||
|---|---|---|---|---|---|---|---|---|---|
| flutes | 3 flutes | 4 flutes | 6 flutes | 7 flutes | 6 flutes | 8 flutes | |||
| Overhang | ~3DCX | ~3DCX | ~3DCX | ~3DCX | ~3DCX | ~3DCX | |||
| (150mm or less) | (189mm or less) | (240mm or less) | (300mm or less) | (375mm or less) | (375mm or less) | ||||
| Mild steels (200HB or less) |
GX2140 JS4060 JS4030 JM4160 |
n (min⁻¹) | 950 | 760 | 600 | 480 | 380 | 380 | |
| Vc (m/min) | 150 | 150 | 150 | 150 | 150 | 150 | |||
| Vf (mm/min) | 2,300 | 2,450 | 2,900 | 2,700 | 1,800 | 2,450 | |||
| fz (mm/t) | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | |||
| ap (mm) | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | |||
| ae (mm) (ae/DCX) |
Shaping | 35 (0.7DCX) | 45 (0.7DCX) | 50 (0.6DCX) | 50 (0.5DCX) | 50 (0.4DCX) | 50 (0.4DCX) | ||
| Face milling | ↑ | ↑ | 60 (0.75DCX) | 80 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | |||
| Q (cm³/min) ※ Shaping | 242 | 331 | 435 | 405 | 270 | 368 | |||
| Cast irons FC FCD |
JP4120 GX2140 JS4030 |
n (min⁻¹) | 950 | 760 | 600 | 480 | 380 | 380 | |
| Vc (m/min) | 150 | 150 | 150 | 150 | 150 | 150 | |||
| Vf (mm/min) | 2,850 | 3,050 | 3,600 | 3,350 | 2,300 | 3,050 | |||
| fz (mm/t) | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | |||
| ap (mm) | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | |||
| ae (mm) (ae/DCX) |
Shaping | 35 (0.7DCX) | 45 (0.7DCX) | 50 (0.6DCX) | 50 (0.5DCX) | 50 (0.4DCX) | 50 (0.4DCX) | ||
| Face milling | ↑ | ↑ | 60 (0.75DCX) | 80 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | |||
| Q (cm³/min) ※ Shaping | 299 | 412 | 540 | 503 | 345 | 458 | |||
■ For high-feed type insert (-FC/-FB) ※4 Red indicates primary recommended insert grade.
| Work material | Recommended inserts grade |
Tool dia. DCX | φ 50 | φ 50 | φ 63 | φ 63 | φ 80 | φ 100 | φ 125 | φ 125 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| flutes | 3 flutes | 4 flutes ※1 ※2 | 4 flutes | 5 flutes ※1 | 6 flutes | 7 flutes | 6 flutes | 8 flutes | ||||||||||
| Overhang | ~3DCX | 3DCX~5DCX | ~3DCX | 3DCX~5DCX | ~3DCX | 3DCX~5DCX | ~3DCX | 3DCX~5DCX | ~3DCX | 3DCX~5DCX | ~3DCX | 3DCX~5DCX | ~3DCX | 3DCX~5DCX | ~3DCX | |||
| (150mm or less) | (150~250mm) | (150mm or less) | (150~250mm) | (200mm or less) | (200~300mm) | (200mm or less) | (200~300mm) | (240mm or less) | (240~400mm) | (300mm or less) | (300~500mm) | (400mm or less) | (400~600mm) | (400mm or less) | ||||
| Mild steels (200HB or less) |
GX2140 JS4060 JS4030 JM4160 |
n (min⁻¹) | 950 | 950 | 950 | 950 | 760 | 760 | 760 | 760 | 600 | 600 | 480 | 480 | 380 | 380 | 380 | |
| Vc (m/min) | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | |||
| Vf (mm/min) | 4,300 | 4,300 | 5,700 | 5,700 | 4,550 | 4,550 | 5,700 | 5,700 | 5,400 | 5,400 | 5,050 | 5,050 | 3,400 | 3,400 | 4,550 | |||
| fz (mm/t) | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | |||
| ap (mm) | 1.5 | 1.0 | 1.0 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | |||
| ae (mm) (ae/DCX) |
Shaping | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 50 (0.6DCX) | 50 (0.6DCX) | 50 (0.5DCX) | 50 (0.5DCX) | 50 (0.4DCX) | 50 (0.4DCX) | 50 (0.4DCX) | ||
| Face milling | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | 60 (0.75DCX) | 60 (0.75DCX) | 80 (0.8DCX) | 80 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | |||
| Q (cm³/min) ※ Shaping | 226 | 151 | 200 | 200 | 307 | 205 | 385 | 257 | 405 | 270 | 379 | 253 | 255 | 170 | 341 | |||
| Carbon steels Alloy steels (35HRC or less) |
GX2140 JS4060 JS4030 JM4160 |
n (min⁻¹) | 760 | 760 | 760 | 760 | 610 | 610 | 610 | 610 | 480 | 480 | 380 | 380 | 310 | 310 | 310 | |
| Vc (m/min) | 120 | 120 | 120 | 120 | 120 | 120 | 120 | 120 | 120 | 120 | 120 | 120 | 120 | 120 | 120 | |||
| Vf (mm/min) | 2,750 | 2,750 | 3,650 | 3,650 | 2,950 | 2,950 | 3,650 | 3,650 | 3,450 | 3,450 | 3,200 | 3,200 | 2,250 | 2,250 | 3,000 | |||
| fz (mm/t) | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | |||
| ap (mm) | 1.5 | 1.0 | 1.0 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | |||
| ae (mm) (ae/DCX) |
Shaping | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 50 (0.6DCX) | 50 (0.6DCX) | 50 (0.5DCX) | 50 (0.5DCX) | 50 (0.4DCX) | 50 (0.4DCX) | 50 (0.4DCX) | ||
| Face milling | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | 60 (0.75DCX) | 60 (0.75DCX) | 80 (0.8DCX) | 80 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | |||
| Q (cm³/min) ※ Shaping | 144 | 96 | 128 | 128 | 199 | 133 | 246 | 164 | 259 | 173 | 240 | 160 | 169 | 113 | 225 | |||
| Pre-hardened steels Alloy steels (35~45HRC) |
JP4120 | n (min⁻¹) | 640 | 640 | 640 | 640 | 510 | 510 | 510 | 510 | 400 | 400 | 320 | 320 | 250 | 250 | 250 | |
| Vc (m/min) | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | |||
| Vf (mm/min) | 1,920 | 1,920 | 2,560 | 2,560 | 2,040 | 2,040 | 2,550 | 2,550 | 2,400 | 2,400 | 2,240 | 2,240 | 1,500 | 1,500 | 2,000 | |||
| fz (mm/t) | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | |||
| ap (mm) | 1.2 | 0.8 | 0.8 | 0.8 | 1.2 | 0.8 | 1.2 | 0.8 | 1.2 | 0.8 | 1.2 | 0.8 | 1.2 | 0.8 | 1.2 | |||
| ae (mm) (ae/DCX) |
Shaping | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 50 (0.6DCX) | 50 (0.6DCX) | 50 (0.5DCX) | 50 (0.5DCX) | 50 (0.4DCX) | 50 (0.4DCX) | 50 (0.4DCX) | ||
| Face milling | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | 60 (0.75DCX) | 60 (0.75DCX) | 80 (0.8DCX) | 80 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | |||
| Q (cm³/min) ※ Shaping | 81 | 54 | 72 | 72 | 110 | 73 | 138 | 92 | 144 | 96 | 134 | 90 | 90 | 60 | 120 | |||
| Stainless-steels (Wet cutting) SUS |
JM4160 | n (min⁻¹) | 640 | 640 | 640 | 640 | 510 | 510 | 510 | 510 | 400 | 400 | 320 | 320 | 250 | 250 | 250 | |
| Vc (m/min) | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | |||
| Vf (mm/min) | 1,550 | 1,550 | 2,050 | 2,050 | 1,650 | 1,650 | 2,050 | 2,050 | 1,900 | 1,900 | 1,800 | 1,800 | 1,200 | 1,200 | 1,600 | |||
| fz (mm/t) | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | |||
| ap (mm) | 1.5 | 1.0 | 1.0 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | |||
| ae (mm) (ae/DCX) |
Shaping | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 50 (0.6DCX) | 50 (0.6DCX) | 50 (0.5DCX) | 50 (0.5DCX) | 50 (0.4DCX) | 50 (0.4DCX) | 50 (0.4DCX) | ||
| Face milling | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | 60 (0.75DCX) | 60 (0.75DCX) | 80 (0.8DCX) | 80 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | |||
| Q (cm³/min) ※ Shaping | 81 | 54 | 72 | 72 | 111 | 74 | 138 | 92 | 143 | 95 | 135 | 90 | 90 | 60 | 120 | |||
| Cast irons FC FCD |
JP4120 GX2140 JS4030 |
n (min⁻¹) | 950 | 950 | 950 | 950 | 760 | 760 | 760 | 760 | 600 | 600 | 480 | 480 | 380 | 380 | 380 | |
| Vc (m/min) | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | |||
| Vf (mm/min) | 4,300 | 4,300 | 5,700 | 5,700 | 4,550 | 4,550 | 5,700 | 5,700 | 5,400 | 5,400 | 5,050 | 5,050 | 3,400 | 3,400 | 4,550 | |||
| fz (mm/t) | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | |||
| ap (mm) | 1.5 | 1.0 | 1.0 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 | |||
| ae (mm) (ae/DCX) |
Shaping | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 50 (0.6DCX) | 50 (0.6DCX) | 50 (0.5DCX) | 50 (0.5DCX) | 50 (0.4DCX) | 50 (0.4DCX) | 50 (0.4DCX) | ||
| Face milling | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | 60 (0.75DCX) | 60 (0.75DCX) | 80 (0.8DCX) | 80 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | |||
| Q (cm³/min) ※ Shaping | 226 | 151 | 200 | 200 | 307 | 205 | 385 | 257 | 405 | 270 | 379 | 253 | 255 | 170 | 341 | |||
| Hardened steels (45~50HRC) |
JP4120 | n (min⁻¹) | 510 | 510 | 510 | 510 | 400 | 400 | 400 | 400 | 320 | 320 | 250 | 250 | 200 | 200 | 200 | |
| Vc (m/min) | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | |||
| Vf (mm/min) | 1,200 | 1,200 | 1,650 | 1,650 | 1,300 | 1,300 | 1,600 | 1,600 | 1,550 | 1,550 | 1,400 | 1,400 | 950 | 950 | 1,300 | |||
| fz (mm/t) | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | |||
| ap (mm) | 1.0 | 0.7 | 0.7 | 0.7 | 1.0 | 0.7 | 1.0 | 0.7 | 1.0 | 0.7 | 1.0 | 0.7 | 1.0 | 0.7 | 1.0 | |||
| ae (mm) (ae/DCX) |
Shaping | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 35 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 45 (0.7DCX) | 50 (0.6DCX) | 50 (0.6DCX) | 50 (0.5DCX) | 50 (0.5DCX) | 50 (0.4DCX) | 50 (0.4DCX) | 50 (0.4DCX) | ||
| Face milling | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | ↑ | 60 (0.75DCX) | 60 (0.75DCX) | 80 (0.8DCX) | 80 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | 100 (0.8DCX) | |||
| Q (cm³/min) ※ Shaping | 42 | 29 | 40 | 40 | 59 | 41 | 72 | 50 | 78 | 54 | 70 | 49 | 48 | 33 | 65 | |||
※ 1: Not recommended combination with hight depth type insert (HC).
※ 2: Regarding Φ50-4flutes, recommended to use with ap = 1 mm or less.
※ 3: Regarding high depth type insert recommended to use L / D = 3 or less.
※ 4: Inpossible to use with the high-feed type insert (FC / FB) and the high depth type insert (HC) installed at the same time.
【Note】
① These conditions are for general guidance for shoulder milling; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. In particular, when performing shoulder milling in combination with slotting or machining of cutting widths close to slots, etc., chattering vibrations may occur, which can lead to trouble. Therefore, please consider the following when adjusting the conditions;
・ Reduce rotation speed and table feed rate by 50 to 70%
・ Reduce cutting depth ap by 50 to 70%
・ Reduce cutting width ae by 50 to 70%
② GX Coating and JS Coating could not be used with conductive touch sensors.
③ For strongly interrupted cutting, when unsupported length is long, or for wet cutting, JM4160 is recommended.
④ To prevent tool damage due to chip clogging, always use a chip removal method such as an air blower, etc.
⑤ Since there is a danger of the removed chips flying out and causing injury to workers, fire, or damage to eyes, during use be sure to cover the work area with a safety cover and have workers wear protective equipment such as glasses, etc. to make the work area safe.
⑥ Perform insert replacement at an early stage to prevent chipping due to excessive use.
⑦ The following equation can be used to determine the metal removal rate per unit time Q; Q(cm3/min)=ap(mm) × ae(mm) × Vf(mm/min) / 1000
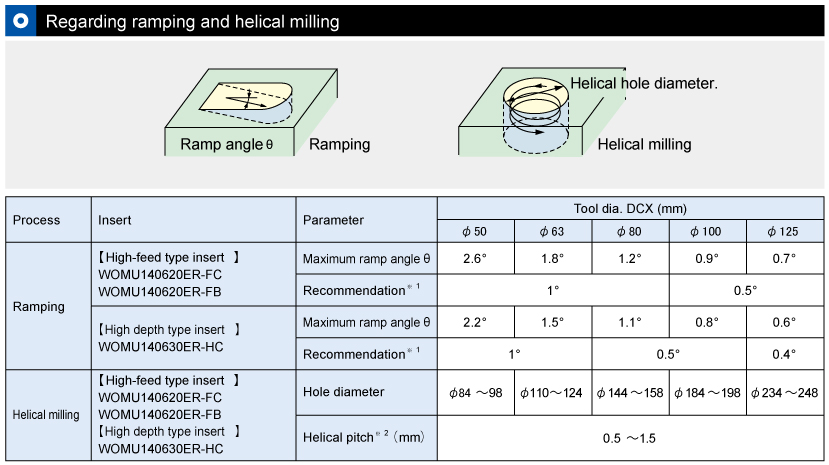
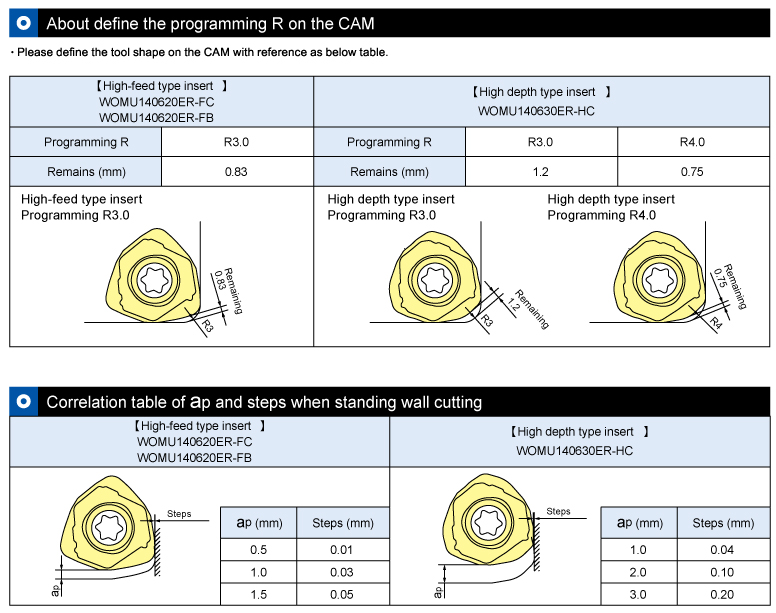
【Note】 It is recommended that the tool be used while performing sufficient chip removal and checking that there are no abnormal vibrations.
※ 1: Please set the ramp angle within the "maximum ramp angle θ " on the table above.Recommend using below the recommended value.
※ 2: For helical cutting, please set the table feed rate to around 50% of recommended cutting condition.
| แบรนด์สินค้า | MOLDINO |
|---|
เขียนรีวิวสินค้าของคุณเอง