MHCDS | Center Drills for Carbon Steels of Medium Hardness for Running at High Speed | YAMAWA

ราคาต่ำสุด
THB 0.00
ราคาปรกติ
THB 469.16
พร้อมส่ง
SKU
MHCDS
Product Features
• In order to improve positioning accuracy of projection and shank tolerance, MHCDS has the cutting edge only on one end.
• Considering clearance between center point and bottom of center hole, cutting edge length (ℓ) is made as short as possible to increase toughness.
• To increase centrality, drill point has 3 rakes and X thinning design, which enables high speed cutting and feeding.
• Increased centrality leads to great improvement of surface finish and circularity of center-drilled hole.
Cutting Data
Great extension of tool life with MHCDS
Right pictures show difference of the damage on cutting edge between CD-S and MHCDS after 480 hole cuttings under same cutting condition (stated in right) MHCDS has smaller wear and edge damage. This tells we can continue to use MHCDS further.
| Cutting condition [ 3×60°×8 ] | 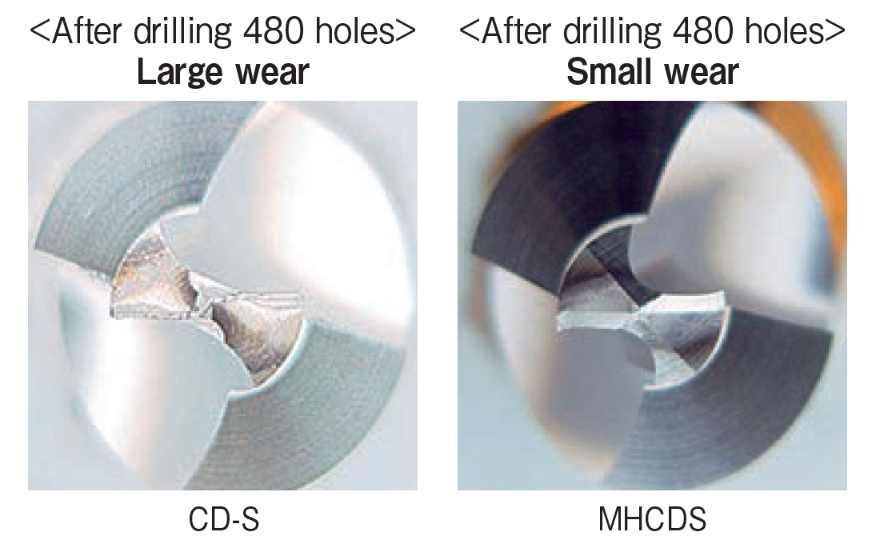 |
||
| Work material | S55C | ||
| Cutting speed | 30m/min (1,200min⁻¹) | ||
| Feed | 0.15mm/rev | ||
| Machine | NC lathe | ||
| Cutting Fluid | Water soluble cutting fluid | ||
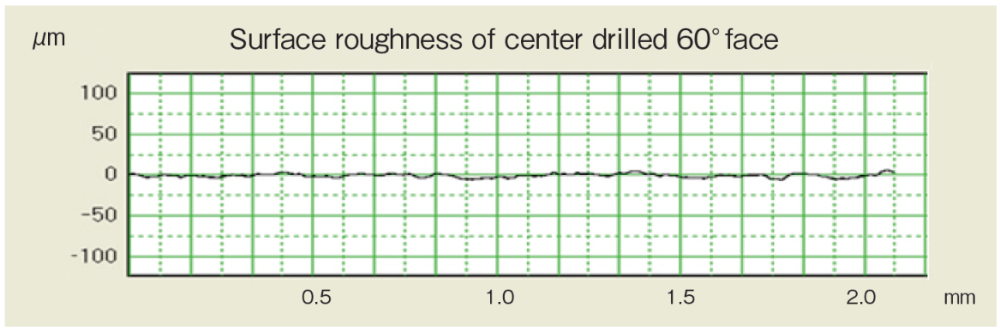
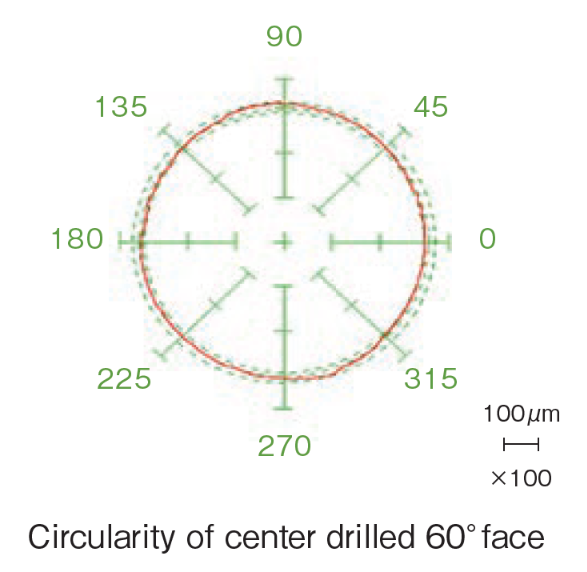
Great improvement in surface roughness and circularity with MHCDS
Under the cutting condition stated above, the surface finish of center-drilled hole has greatly been improved.
Circularity of center drilled hole as well as run-out tolerance of turning axis has been improved.
 |
 |
 |
Recommended cutting condition
• Material : Carbon Steels(S55C) Alloy Steels(SCM440)
| Designation Dc×θ×Ds | Feed (mm/rev) |
Revolution speed (min⁻¹) |
| 1×60゜×4 | 0.1 | 3,800 |
| 1.5×60゜×5 | 2,400 | |
| 2×60゜×6 | 0.15 | 1,900 |
| 2.5×60゜×8 | 1,500 | |
| 3×60゜×8 | 1,200 | |
| 4×60゜×10 | 0.2 | 1,000 |
| 5×60゜×12 | 800 | |
| 6×60゜×16 | 600 |

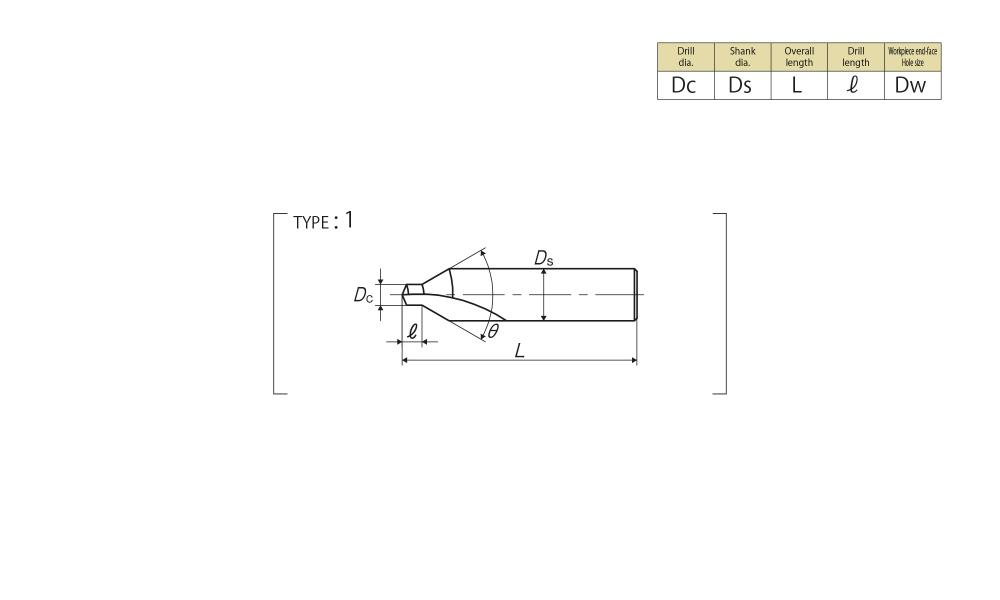
Specification


Cutting Speed depending on Materials






25〜35HRC
Segment:51
|
Size Dc × θ ×Ds |
Code |
Dc (mm) |
Ds (mm) |
L (mm) |
ℓ (mm) |
Dw (mm) |
TYPE |
|
1 × 60゚× 4 |
VMHCD1.0S |
1 |
4 |
30 |
1 |
2.5 |
1 |
|
1.5 × 60゚× 5 |
VMHCD1.5S |
1.5 |
5 |
30 |
1.5 |
4 |
1 |
|
2 × 60゚×6 |
VMHCD2.0S |
2 |
6 |
30 |
1.9 |
5 |
1 |
|
2.5 × 60゚× 8 |
VMHCD2.5S |
2.5 |
8 |
40 |
2.4 |
6.5 |
1 |
|
3 × 60゚× 8 |
VMHCD3.0S |
3 |
8 |
40 |
2.8 |
6.5 |
1 |
|
4 × 60゚× 10 |
VMHCD4.0S |
4 |
10 |
45 |
3.8 |
8.5 |
1 |
|
5 × 60゚× 12 |
VMHCD5.0S |
5 |
12 |
55 |
4.6 |
10 |
1 |
|
6 × 60゚×16 |
VMHCD6.0S |
6 |
16 |
65 |
5.5 |
13.5 |
1 |
・Machining conditions are calculated based on the workpiece end-face hole size Dw.
・For details on machining conditions, see TECHNICAL INFORMATION, “27. Table of recommend centering condition.”
| แบรนด์สินค้า | YAMAWA |
|---|
เขียนรีวิวสินค้าของคุณเอง