เทคโนโลยีการรีดเกลียวสำหรับรากฟันเทียม
สนับสนุนการผลิตทางการแพทย์ด้วยเทคโนโลยีเครื่องมือตัดเกลียวของ YAMAWA
ภาพรวมตลาดรากฟันเทียม
ตลาดรากฟันเทียมมีการเติบโตอย่างต่อเนื่องจากการเปลี่ยนแปลงโครงสร้างประชากรและความก้าวหน้าทางเทคโนโลยีทางทันตกรรม ความต้องการโซลูชันฟื้นฟูฟันที่มีความมั่นคงในระยะยาวเพิ่มขึ้นอย่างชัดเจน
ผู้ผลิตจึงให้ความสำคัญกับกระบวนการผลิตที่มีความแม่นยำและความสม่ำเสมอ YAMAWA สนับสนุนอุตสาหกรรมรากฟันเทียมด้วยเครื่องมือตัดเกลียวและ Rolling Dies ที่ช่วยให้การผลิตมีเสถียรภาพและคุณภาพที่ควบคุมได้
โครงสร้างของระบบรากฟันเทียม
ระบบรากฟันเทียมประกอบด้วย ฟิกซ์เจอร์ อะบัทเมนต์ และสกรูอะบัทเมนต์ โดยสกรูอะบัทเมนต์มีบทบาทสำคัญต่อความมั่นคงของการประกอบ
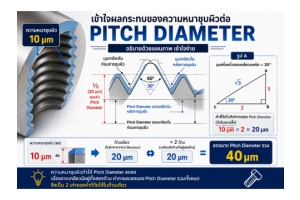
ความแม่นยำของรูปทรงเกลียวและสภาพผิวมีผลโดยตรงต่อความเสถียรในการขันยึดและความทนทานในการใช้งานระยะยาว
ความต้องการด้านเกลียวของสกรูอะบัทเมนต์
สกรูอะบัทเมนต์ผลิตจากไทเทเนียมหรือไทเทเนียมอัลลอย ซึ่งต้องการการควบคุมคุณภาพของเกลียวอย่างเข้มงวด ขนาดเกลียว M1.4 ถึง M2 ต้องอาศัยกระบวนการผลิตที่แม่นยำสูง
การรีดเกลียวด้วย Rolling Dies เป็นกระบวนการขึ้นรูปที่ช่วยให้ผิวเกลียวเรียบและมีความแข็งแรง