No.030 ต๊าปตัดเฉือน (Cutting Taps) : วิธีคำนวณขนาดรูเจาะก่อนต๊าป
March 18, 2026

 |
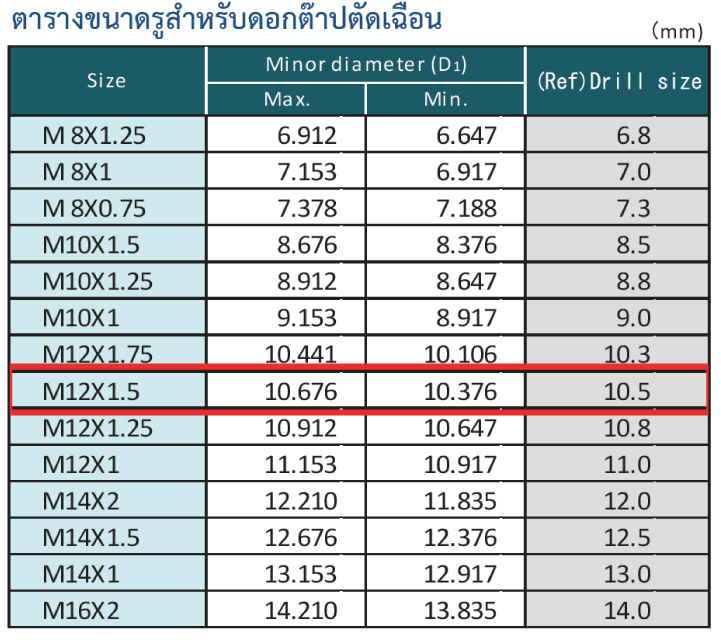
หากต้องการใช้ Spiral Fluted Tap ขนาด M12 × 1.5
|
|
วิธีที่ดีที่สุดคือ ตรวจสอบขนาดรูเจาะจากตาราง Drill / Tap (ดูตารางด้านล่าง)
|
 |
 |
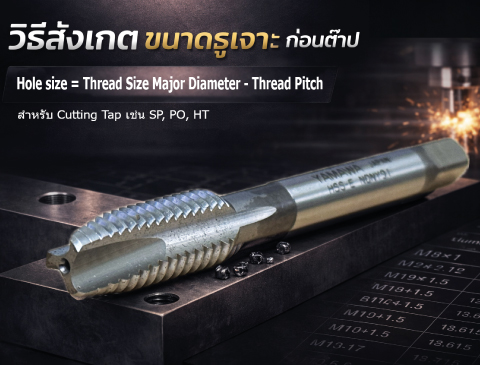
สำหรับ Cutting Tap เช่น SP, HT และ PO สามารถคำนวณ ขนาดรูเจาะก่อนต๊าป ได้จากสูตรต่อไปนี้ |
|
|
คุณสามารถ ตรวจสอบขนาดรูเจาะได้จากตารางด้านขวา |
||
|
|
|
|
หากใช้สูตรข้างต้นเพื่อคำนวณขนาดรูเจาะสำหรับ M8 × 1 จะคำนวณได้ดังนี้ |
 |
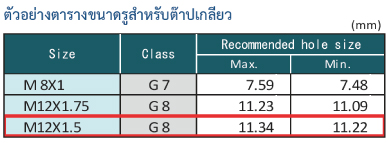
สูตรที่กล่าวมาข้างต้น ไม่ควรใช้กับการต๊าปเกลียวด้วย Roll Tap |
|
|
เนื่องจาก ขนาดรูเจาะสำหรับ Roll Tap จะถูกกำหนดแตกต่างจาก Cutting Tap เพราะ Roll Tap สร้างเกลียวภายในโดยการอัดขึ้นรูปของวัสดุ (Material Deformation) ไม่ใช่การตัดเนื้อวัสดุเหมือน Cutting Tap ดังนั้น ขนาดรูเจาะสำหรับ Roll Tap จึงต้องใช้ สูตรคำนวณที่แตกต่างกัน ซึ่งรายละเอียดของสูตรดังกล่าวจะอธิบายในโอกาสต่อไป |
|
|

Share on Facebook

Share on X

Share on Pinterest
Comment(s)
Recent Posts