No.036 : ขนาดรูเจาะนำ (Tap Drill) และขนาดเส้นผ่านศูนย์กลางด้านในของเกลียวตัวเมีย (Minor Diameter) | YAMAWA
April 10, 2026


 |
ขนาดรูเจาะนำ (Tap Drill) เท่ากับขนาดเส้นผ่านศูนย์กลางด้านในของเกลียวตัวเมียหลังทำเสร็จหรือไม่?
|
|
ก่อนอื่น จำเป็นต้องแยกให้ชัดว่าเป็นการทำเกลียวด้วย ต๊าปตัด (Cutting Tap) หรือ ต๊าปรีด (Roll Tap / Form Tap) |
 |
|
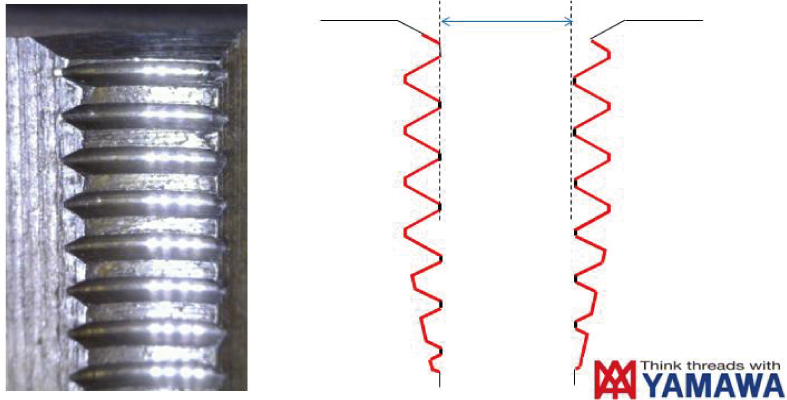
ในกรณีการทำเกลียวด้วยต๊าปตัด
หลังจากการต๊าปแล้ว ลักษณะของเกลียวตัวเมียเป็นอย่างไร?
|
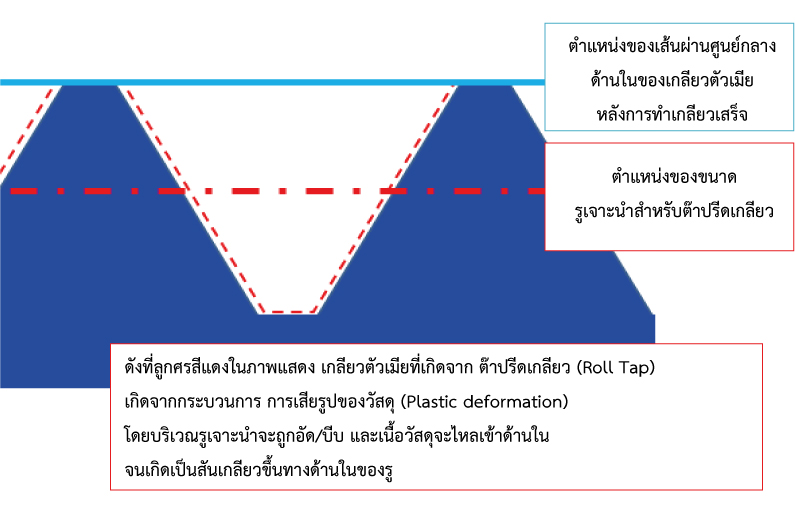
ในกรณีการทำเกลียวด้วยต๊าปรีดเกลียว
|
 |
ในกรณีของ ต๊าปรีดเกลียว (Roll Tap) ขนาดรูเจาะนำจะไม่เท่ากับขนาดเส้นผ่านศูนย์กลางด้านในของเกลียวหลังทำเสร็จ
|
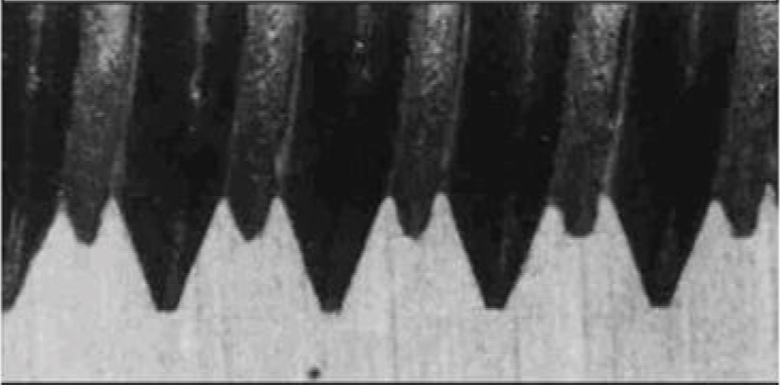
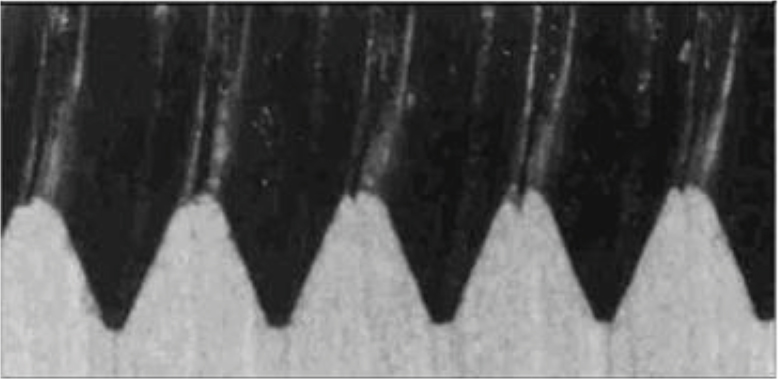
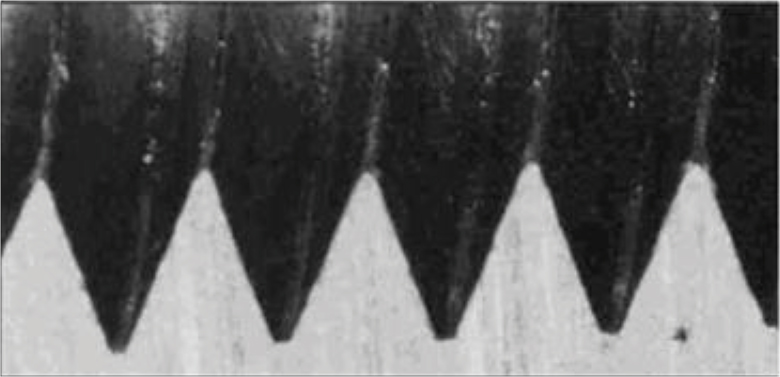
| เปรียบเทียบผลของ “ขนาดรูเจาะ” กับเกลียว (Roll Tap M6) (6H minor dia: Max 5.153 mm ~ Min 4.917 mm) |
• 6H PP-止 (Stop / No-Go): เกจวัดเกลียวตัวเมียด้าน “ไม่ผ่าน” (No-Go) สำหรับคลาส 6H • 6H PP-通 (Go): เกจวัดเกลียวตัวเมียด้าน “ผ่าน” (Go) สำหรับคลาส 6H |
| A: ขนาดรูเจาะนำ Ø5.61 – เกลียวตัวเมียที่ได้หลังการmachining | B: ขนาดรูเจาะนำ Ø5.55 – เกลียวตัวเมียหลังการmachining | C: ขนาดรูเจาะนำ Ø5.42 – เกลียวตัวเมียหลังการmachining |
 |
 |
 |
|
ขนาดรูในเกลียว: Ø5.17 |
ขนาดรูในเกลียว: Ø5.05, อัตราการกินเนื้อ: 88% |
ขนาดรูในเกลียว: Ø4.79 อัตราการกินเนื้อ: 112% เกจ 6H ด้าน GO: ไม่ผ่าน (ขนาดรูในอยู่นอกมาตรฐาน 6H) ขนาดรูเจาะเล็กกว่าค่าที่เหมาะสม ทำให้เกิดการไหลขึ้นของเนื้อวัสดุมากเกินไป |
สำหรับวิธีการกำหนดขนาดรูเจาะนำในกรณี ต๊าปตัด (Cutting Tap) กรุณาดูรายละเอียดเพิ่มเติมได้ที่หัวข้อนี้ Tips-030
สำหรับวิธีการกำหนดขนาดรูเจาะนำในกรณี ต๊าปรีด (Roll Tap) กรุณาดูรายละเอียดเพิ่มเติมได้ที่หัวข้อนี้ Tips-005

Share on Facebook

Share on X

Share on Pinterest
Comment(s)
Recent Posts