No.004 แก้ไขปัญหาการแตกหักโดยใช้โรลต๊าป
April 10, 2025

ตอนนี้ทางบริษัททำงานใช้ต๊าปที่มีขนาด M2.6x0.45 หรือเล็กกว่า แต่มักประสบปัญหาที่ ต๊าปมักจะหักอยู่บ่อยๆ จะมีวิธีไหนสามารถปรับปรุง แก้ไขให้ดีกว่านี้ไหม ?
ทำไมไม่ลองเปลี่ยนมาใช้ โรลต๊าป ที่เป็นต๊าปไม่ทำให้เกิดเศษ มันจะช่วยลดปัญหาต๊าปหักได้อย่างดีทีเดียว
ตัวอย่าง ทางบริษัทลูกค้ามักจะประสบปัญหาเมื่อต้องต๊าปงานกับเหล็กแสตนเลส โดยต๊าปขนาดเล็กๆจะหักบ่อย จึงแนะนำให้ลองเปลี่ยนมาใช้โรลต๊าบเพื่อลดปัญหานี้ดูกัน
[เงื่อนไขการต๊าบเมื่อทางยามาว่าได้รับปัญหานี้มา]
ต๊าป : SP P1 M2x0.4
ชิ้นงาน : SUS304
รูก่อนต๊าป : Ø1.6
อัตราป้อน : Full rigid
หัวจับ : Fixing
ความเร็วต๊าป : 3.2m / min(500min-1)
น้ำมันต๊าป : Water soluble oil (X20)
[ปรับปรุงโดยเปลี่ยนมาใช้ โรลต๊าบ]
ต๊าป : HP+RZ G4 M2x0.4
ชิ้นงาน : SUS304
รูก่อนต๊าป : Ø1.81
อัตราป้อน : Full rigid
หัวจับ : Fixing
ความเร็วต๊าป : 10m / min(1600min-1)
น้ำมันต๊าป : Water soluble oil (X20)
ต๊าปแบบตัดเฉือนที่มีร่องคายเศษแบบ ร่องเลื้อยจะมีปัญหาเรื่องการคายเศษ ทำให้ต๊าปหัก, ในทางตรงกันข้าม ถ้าใช้โรลต๊าปที่ไม่มีเศษ มันจะทำเกลียวที่ สะอาดกว่า ใช่หรือไม่?
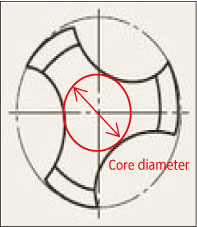
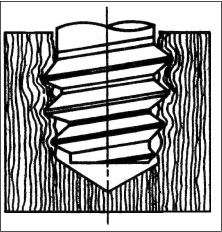
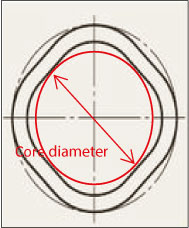
ต๊าปเกลียวเลื้อยจะกัดเกลียวโดยเกิดเศษถอยหลังออกมาจากรู ซึ่งอาจเป็นสาเหตุให้เกิดการหักเนื่องจากเศษที่ขาดติดได้ดังรูปที่1 แต่เนื่องจากโรลต๊าปจะไม่ทำให้เกิดเศษ และสร้างเกลียวโดยการขึ้นรูป จึงไม่เกิดปัญหาเศษติด และเมื่อเปรียบเทียบรูปที่ 2, 4 โรลต๊าปจะมีขนาดแกนที่ใหญ่กว่า และแข็งแรงกว่าต๊าปตัดเฉือน จึงเป็นเหตุผลว่าทำไมโรลต๊าปจึงไม่เกิดปัญหาต๊าปหัก และยัง สามารถเพิ่มความเร็วต๊าปได้กว่า 3 เท่าด้วย ดังนั้น ทุกคนควรใช้โรลต๊าปให้ได้เมื่อใช้ขนาดเกลียวที่มีขนาดเล็ก
รูปที่ 1
การอุดตันของเศษในร่องเกลียวรูปที่ 2
ส่วนของ Flute และเส้นผ่าศูนย์กลางหลักของต๊าปตัดเฉือนรูปที่ 3
การต๊าปโดยใช้โรลต๊าปรูปที่ 4
ส่วนของ Flute และเส้นผ่าศูนย์กลางหลักของโรลต๊าป




Share on Facebook

Share on X

Share on Pinterest
Comment(s)
Recent Posts