No.011 ปัญหาเกลียวล้ม, เกลียวแตก กรณีต๊าปด้วยเครื่อง CNC กับต๊าป SP-PT
April 18, 2025
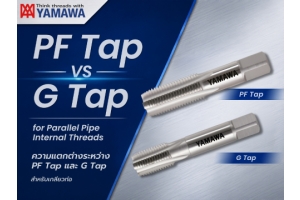
ฉันมีปัญหาเกลียวล้ม, เกลียวแตก กรณีต๊าปด้วย เครื่องจักร CNC กับต๊าป SP-PT
(ต๊าปเกลียวเลื้อยสำหรับเกลียวท่อเตเปอร์) ช่วยแนะนำวิธีแก้ปัญหาด้วยค่ะ
ปัญหาเศษติด เป็นสาเหตุหนึ่งที่จะทำให้เกลียวล้ม เกลียวแตกได้ เราสามารถลดการเกิดปัญหานี้
ได้โดยการเปลี่ยนต๊าปที่ใช้จาก SP-PT เป็น SP-S-PT
[ตัวอย่าง : ก่อนและหลังการปรับปรุง]
【ก่อนปรับปรุง】
ต๊าป: SP-PT 1/4 (ประเภทเกลียวยาว)
วัสดุชิ้นงาน : SS400
เครื่องจักร : CNC
การป้อน : Fully synchronous
หัวจับ : หัวจับต๊าป
สารหล่อลื่น : น้ำหล่อเย็น
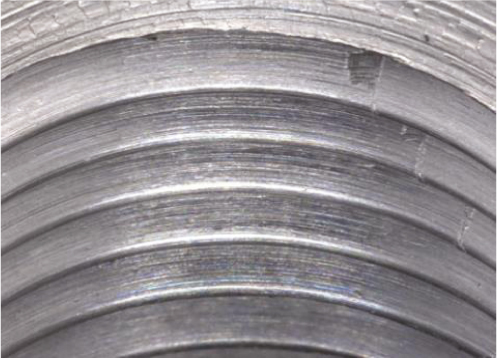
ลักษณะของเกลียวที่ล้ม
หลังจากที่ต๊าบด้วย SP-PT 1/4
ใช้ SP-S-PT 1/4 เพื่อ แก้ปัญหาเกลียวล้ม, เกลียวแตกได้
(ควรตรวจสอบระยะการสวม ของตัวท่อเกลียวนอกด้วย)【หลังปรับปรุง】
ต๊าป: SP-S-PT 1/4 (ประเภทเกลียวสั้น)
วัสดุชิ้นงาน : SS400
เครื่องจักร : CNC
การป้อน : Fully Synchronous
หัวจับ : หัวจับต๊าป
สารหล่อลื่น : น้ำหล่อเย็น
ความเร็วตัด : 3 เมตร/นาที
ลักษณะของเกลียวที่ดี
หลังจากที่ต๊าบด้วย SP-S-PT 1/4
เราจะตรวจสอบระยะการสวมของตัวท่อ เกลียวนอก ได้ตามคำแนะนำด้านล่าง ฉันสามารถแก้ปัญหาเกลียวล้มโดยใช้
ต๊าป SP-S-PT
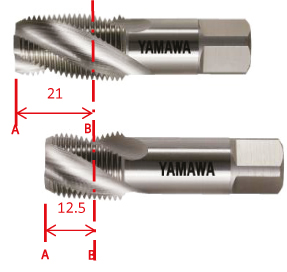
ตำแหน่งของเส้นผ่าศูนย์กลางพิตช์ หรือมีความหมายว่า ต๊าป SP-PT 1/4
กับ
ต๊าป SP-S-PT 1/4
ต่างกันที่ความยาว เมื่อวัดความยาวจาก
A-Bคุณสามารถทำเกลียว PT1/4-19 ด้วยต๊าป SP-PT 1/4-19
ด้วยความยาวทั้งหมด 21 มิลลิเมตร จากพื้นชิ้นงานได้คุณสามารถทำเกลียว PT1/4-19 ด้วยต๊าป
SP-S-PT 1/4-19
ด้วยความยาวทั้งหมด 12.5 มิลลิเมตร จากพื้นชิ้นงานได้ในกรณีเศษติด เป็นปัญหาที่ทำให้เกิดเกลียวล้ม เกลียวแตก ดังนั้นการต๊าบด้วย SP-S-PT จะให้เศษที่น้อยกว่า และคายเศษได้ดีกว่าต๊าบ SP-PT การแก้ปัญหาเศษติดด้วย SP-S-PT จะลดลงอย่างมาก เกลียว PT 1/4-19 ระยะในการประกอบจะอยู่ที่ 4.67-7.35 มิลลิเมตร ถ้าใช้ SP-S-PT 1/4-19 จะผ่านมาตรฐาน ข้อต่อแรงดันสูงสำหรับ JIS B0203, ISO7/1 หรือ DIN2999





Share on Facebook

Share on X

Share on Pinterest
Comment(s)
Recent Posts