No.055 : Difference Between Rc and PT : YAMAWA
July 13, 2026


 |
Could you explain this as simply as possible?
|
The relationship between pipe taper threads and taps/dies changed when the
|
 |
 Explanation
Explanation
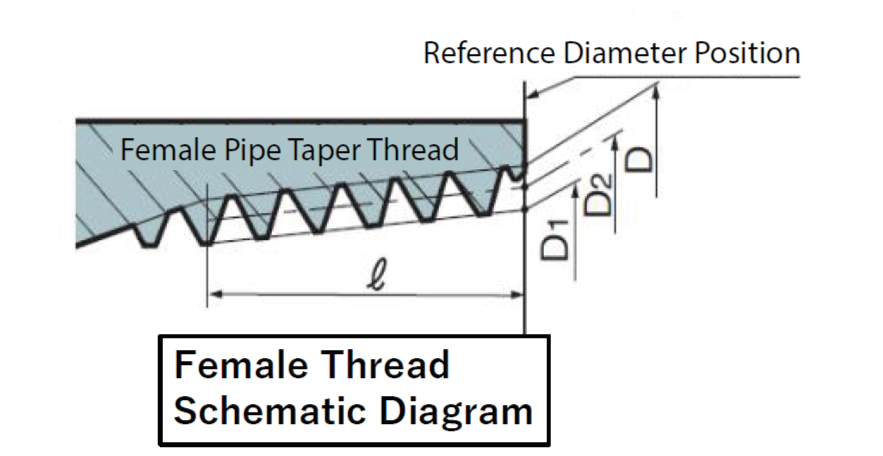
For female pipe taper threads, the former JIS standard used the designation: PT1/2-14
However, the current JIS standard uses: Rc1/2-14
Despite the change in designation, the actual thread dimensions remain exactly the same.
In other words: PT1/2-14, Rc1/2-14 represent identical female thread dimensions and are functionally equivalent.
An example of the 1/2-14 thread size is shown below for reference.
At this point, I hope the basic relationship between PT and Rc has become a little clearer.
Unit : mm
| Standard | Designation | Reference Minor Diameter (D) |
Minimum Effective Thread Length (ℓ) |
| Former JIS Standard | PT1/2-14 | 20.955 | 12.7 |
| Current JIS Standard | Rc1/2-14 | 20.955 | 12.7 |
To inspect a female pipe taper thread, a Pipe Taper Thread Plug Gauge is used.
Today, both of the following gauges are available on the market: PT1/2-14 Plug Gauge, Rc1/2-14 Plug Gauge
Although their external appearance differs slightly, they are essentially equivalent in terms of thread inspection and dimensional verification.
Therefore, when properly understood and applied:
A PT Plug Gauge can inspect PT female threads.,
A PT Plug Gauge can inspect Rc female threads.,
An Rc Plug Gauge can inspect PT female threads.,
An Rc Plug Gauge can inspect Rc female threads.
This interchangeability is possible because the actual thread dimensions of PT and Rc are identical; only the designation changed from the former
JIS standard to the current JIS standard.
 |
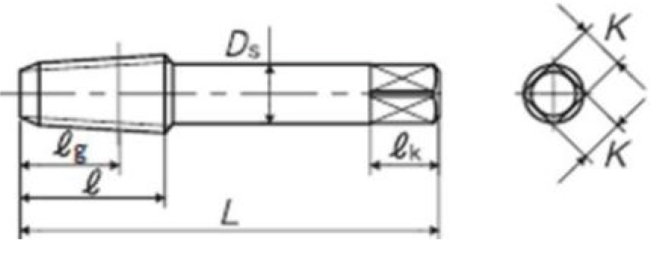
Under the former JIS standard, two types of pipe taper taps were specified: PT1/2-14 : Long Thread Type, S-PT1/2-14 : Short Thread Type However, under the current JIS standard, only one type is specified: Rc1/2-14 If the pilot hole is sufficiently deep and the tap does not bottom out, any of the following taps: PT, S-PT, Rc can produce female taper threads that pass inspection using either: PT Pipe Taper Plug Gauge, Rc Pipe Taper Plug Gauge In other words, all three tap types can generate acceptable pipe taper threads that meet the same inspection requirements. The fundamental difference between PT, S-PT, and Rc taps is not the thread profile itself. The primary difference is the ℓg (Gauge Position), which is the insertion depth required to reach the reference diameter position during tapping. Please refer to the example for size 1/2-14 shown in the table below. |
 |
|

Share on Facebook

Share on X

Share on Pinterest
Comment(s)
Recent Posts



