No.054 : How to Prevent Chipping and Breakage of Point Taps : YAMAWA
July 06, 2026

 |
I am experiencing chipping and breakage problems with a Point Tap.
|
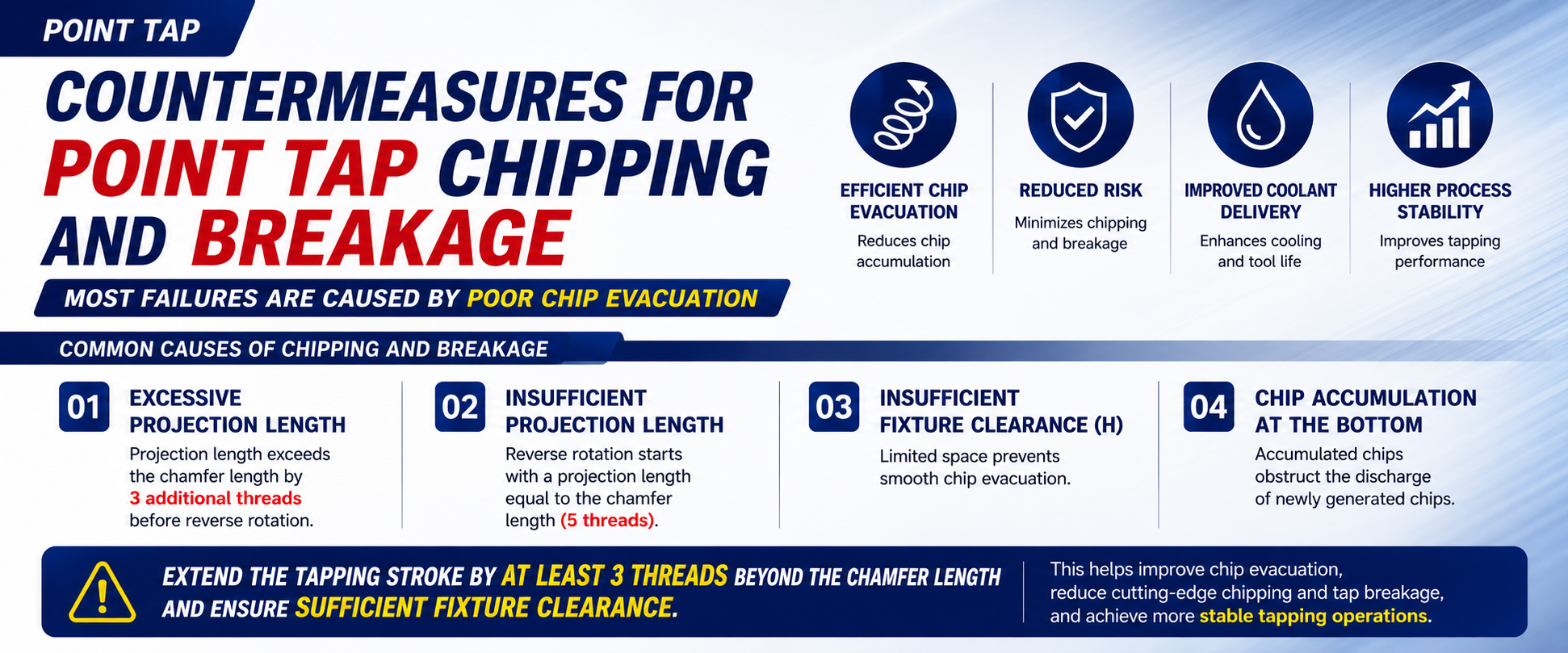
The primary cause of cutting edge chipping and breakage in Point Taps is
|
 |
 Explanation
Explanation
|
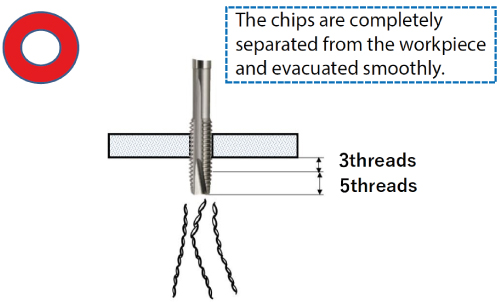
1. When reverse rotation is performed with a projection length equal to the chamfer length (5 threads) plus an extra allowance of 3 threads.
|
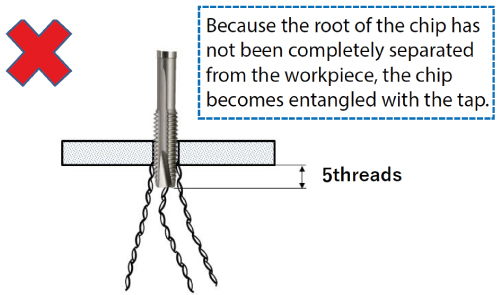
2. en reverse rotation starts before the chips have been completely separated, with the projection length limited to the chamfer length (5 threads).
|
|
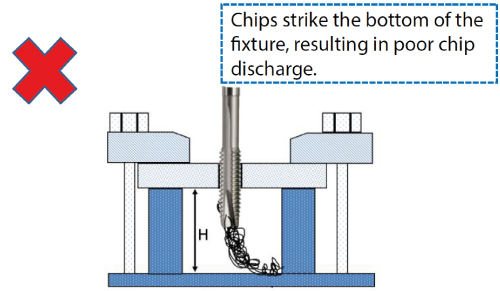
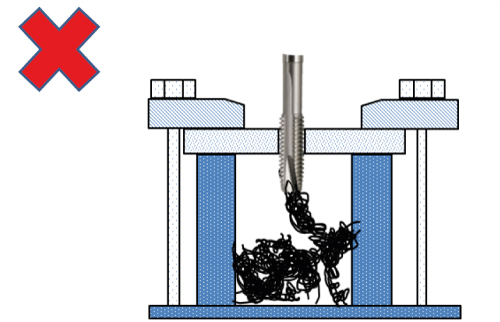
3. When the fixture provides inadequate clearance (Dimension H) for proper chip evacuation.
|
4. Chips are piling up beneath the work area, causing newly generated chips to be discharged inefficiently.
|
 |
When the tap projection length is insufficient, the chips may not completely separate from the workpiece. During reverse rotation, the tap can catch and pull the chips back into the cutting area, which may result in cutting edge chipping or tap breakage. To prevent this, try extending the tapping stroke by at least three threads beyond the chamfer length. In addition, if the chips produced by a Point Tap strike the bottom of the fixture or accumulated chips, proper chip evacuation may be hindered, leading to cutting edge chipping or tap breakage. |
|
Advice The YAMAWA Z-PRO Series with a Semi-Long design provides superior chip evacuation and coolant delivery performance, contributing to more stable tapping operations and reducing the risk of cutting edge chipping and |

Share on Facebook

Share on X

Share on Pinterest
Comment(s)
Recent Posts



